
Công nghệ laser đem lại cho bạn lợi thế rất lớn trong sản xuất
Làm thế nào để duy trì sự cắt giảm tốc độ của ngành công nghiệp
Ngày nay, tốc độ là yếu tố quan trọng. Một tia laser sợi quang công suất cao kết hợp với tự động hóa có thể cung cấp một số lượng lớn các quy trình hạ nguồn. Nó đã làm cho việc chế tạo kim loại hiện đại có năng suất phi thường, ngay cả khi một số bộ phận cần phải mài mòn.
Ngày nay, người ta thường thấy một sợi quang công suất cao thay thế nhiều máy CO2. Các nhà chế tạo hiện dựa vào ít máy cắt hơn để sản xuất nhiều hơn bao giờ hết. Điều đó đang được nói, nếu một trong những máy sợi quang có năng suất vượt trội đó xảy ra tạo ra các bộ phận xấu cần phải được sửa chữa lại, tất cả những lợi ích hiệu quả đó sẽ đi ra ngoài cửa sổ. Nếu máy móc gặp sự cố, thời gian ngừng hoạt động có thể ảnh hưởng nghiêm trọng đến lịch trình và tệ nhất là bỏ đói phần còn lại của cửa hàng fab. Dòng chảy công việc ngừng lại.
Bạn có thể tránh điều này bằng cách làm theo một số phương pháp hay nhất, cả ở máy và quan trọng nhất là trong quá trình lồng và lập trình.
Cửa sổ tiêu điểm hẹp
Những người vận hành có kinh nghiệm trong việc cắt laser CO₂ có thể biết quy tắc ngón tay cái khi nói đến tiêu điểm. Nếu bạn đang cắt bằng một quá trình tỏa nhiệt – nghĩa là với khí hỗ trợ oxy thì oxy là chất xúc tác thực sự cho quá trình cắt. Chùm chủ yếu là làm nóng sơ bộ vật liệu. Theo nghĩa này, oxy “bắt” nhiệt từ tia laser và tăng tốc quá trình cắt thông qua độ dày của kerf.
Vì lý do này, khi người vận hành cắt oxy tập trung chùm tia laser CO₂ ở phía trên hoặc phía trên bề mặt vật liệu một chút. Điều này tập trung tiêu điểm của chùm tia khu vực có nhiều nhiệt nhất ở trên cùng của tấm và do đó, giúp thúc đẩy phản ứng oxy thúc đẩy quá trình cắt.
Khi bạn cắt bằng laser CO₂ với khí hỗ trợ nitơ, bạn sẽ có quá trình thu nhiệt. Nhiệt từ chùm tia làm nóng chảy vật liệu cơ bản, và nitơ chỉ đơn giản là di tản vật liệu nóng chảy ra khỏi kerf. Kerf nhỏ hơn nhiều, và vì lý do chính đáng; kerf càng nhỏ thì tia laser cần loại bỏ ít vật liệu hơn và cắt được càng nhanh. Để loại bỏ càng ít vật liệu càng tốt, người vận hành thường tập trung chùm tia gần tâm của chiều dày vật liệu. Điều này cũng giảm thiểu việc thu nhỏ cạnh trên trong một số tình huống.
Đối với thép không gỉ hoặc nhôm dày hơn, người vận hành có thể tập trung chùm tia gần đáy của vết cắt. Anh ta có thể không đạt được tốc độ tối ưu, nhưng trọng tâm thấp có xu hướng tạo ra đường cắt tốt nhất và ít sai sót nhất. Tất cả nhiệt tập trung ở gần đáy của kerf sẽ làm kim loại bị bay hơi trước khi nó có cơ hội đông đặc lại ở cạnh dưới.
Theo một số cách, laser sợi quang thay đổi các quy tắc khi định vị tiêu điểm chùm tia. Bên ngoài một số vật liệu nhất định (chẳng hạn, không gỉ hoặc nhôm dày 0,5 inch trở lên), tia laser sợi quang cắt bằng nitơ có thể tập trung hầu hết mọi nơi trong độ dày của vật liệu có thể là gần bề mặt, ở giữa hoặc gần đáy và chùm tia sẽ không bị mất vết cắt. Tiêu điểm tốt nhất thường có xu hướng gần giữa vật liệu, đôi khi gần dưới cùng.
Tia laser sợi quang có thể được tập trung vào nhiều vị trí khác nhau trong suốt chiều dày vật liệu – nhưng điều đó không có nghĩa là nó sẽ cắt tốt. Trên thực tế, với một số vật liệu, laser sợi quang có thể có cửa sổ lấy nét tối ưu rất hẹp, thường là ± 0,040 inch hoặc thậm chí ± 0,020 inch. Đi ra ngoài cửa sổ hẹp này và chất lượng cạnh sẽ giảm nhanh chóng, gây ra hiện tượng mờ.
Trong nhiều năm, các nhà sản xuất máy đã vạch ra các tiêu điểm cho các loại vật liệu khác nhau. Một số vật liệu thậm chí còn có hai tiêu cự tối ưu, rất cao hoặc rất thấp trong kerf, và cả hai đều cho chất lượng cạnh rất tốt. Bất kể, tất cả các kết quả này đã được nhập vào cài đặt gốc của máy. Nếu các cài đặt gốc này vẫn giữ nguyên như cũ, thì tiêu điểm thường vẫn ở mức tối ưu. Hiếm khi cần phải điều chỉnh tiêu điểm trừ khi máy cắt loại vật liệu hoặc độ dày không có trong thư viện tiêu chuẩn. Và thậm chí sau đó, khả năng điều chỉnh tiêu điểm có thể rất nhỏ.

Hình 1 Nhiệt và vật liệu nóng chảy có thể ảnh hưởng xấu đến vòi cắt. Tại đây, lỗ thoát khí đã mất đi độ đồng tâm, điều này sẽ có tác dụng bất lợi cho chùm tia và hỗ trợ dòng khí.
Suy nghĩ tương tự cũng xảy ra đối với khoảng cách vòi phun, hoặc khoảng trống giữa lỗ vòi phun và bề mặt của tấm. Cài đặt gốc thường có giá trị này trong khoảng từ 0,030 inch đến 0,060 inch, mặc dù nó có thể cao tới 0,080 inch hoặc thấp nhất là 0,010 inch, tùy thuộc vào ứng dụng. Nếu người vận hành thay đổi khe hở vòi phun, anh ta sẽ thay đổi lượng khí hỗ trợ cần thiết để cắt sạch, điều này sẽ thay đổi động lực học của khí trong toàn bộ quá trình. Tất nhiên, điều này không tốt cho việc cắt giảm tính nhất quán.
Tương tự đối với cài đặt tốc độ. Đối với những người vận hành đã có kinh nghiệm với hệ thống CO₂, các cài đặt tốc độ có thể phản trực giác, đặc biệt là đối với các hệ thống sợi quang công suất cao (ví dụ: 8 kW). Có, khi cắt vật liệu dày hơn, tốc độ tối ưu sẽ chậm hơn. Nhưng cắt 0,25 inch và mỏng hơn, và tốc độ nhanh hơn thực sự có thể tạo ra các cạnh cắt tốt hơn. Một tia laser sợi quang 4 kW có thể tạo ra tia sáng trên tấm mỏng và trung bình. Nhưng trên một hệ thống 8 kW, với công suất và tốc độ cao kết hợp của nó, các vấn đề khó hiểu có thể biến mất và cạnh cắt trở nên sạch sẽ hơn.
Laser sợi quang hiện đại là những cỗ máy cực kỳ đáng tin cậy, nhưng chúng cũng là những công cụ thực sự chính xác. Và trong những năm gần đây, các nhà sản xuất máy móc đã đạt được độ chính xác đó thông qua thử nghiệm và thiết lập cài đặt gốc. Thay đổi cài đặt lên hoặc xuống một chút và chất lượng cạnh có thể bị ảnh hưởng.
Giữ cho kính che đó sạch sẽ
Một nhà chế tạo nhận được một máy sợi mới và sẵn sàng để được thán phục, không chỉ bởi tốc độ đáng kinh ngạc của nó mà còn bởi việc bảo trì đơn giản của nó. Sau cùng, người vận hành và kỹ thuật bảo trì không còn phải lo lắng về gương và bộ cộng hưởng khí. Họ cần phải giữ cho máy, máy làm lạnh và bộ hút bụi sạch sẽ, nhưng đó là vấn đề.
Một vài ngày sau khi lắp đặt và thử nghiệm ban đầu, người điều hành ca đầu tiên đến và bắt đầu công việc tiếp theo chỉ để thấy rằng chiếc máy đang tạo ra những vết cắt khủng khiếp. Tại sao? Anh ta kiểm tra cửa sổ kính che và tìm thấy một vết nhỏ. Đó là thủ phạm. Anh ấy làm sạch hoặc đơn giản là thay thế cửa sổ kính che bảo vệ quang học nhạy cảm của sợi quang, và anh ấy đang trên đường đi của mình.
Tất nhiên, chi phí thay thế liên tục các cửa sổ kính che phủ có thể tăng thêm, không chỉ cho bản thân kính che mà còn cho thời gian ngừng hoạt động quá mức. Một lần nữa, bởi vì thông lượng rất lớn, chi phí cho thời gian chết cũng rất lớn. Đó là một lý do mà laser sợi quang hiện đại (và CO₂, cho vấn đề đó) sử dụng các tia khí bên trong khi đâm xuyên. Đặc biệt, đối với tấm dày, lỗ xuyên tối ưu có các thông số chùm được thiết lập sao cho vật liệu nóng chảy bùng phát sang một bên — và không thẳng lên kính che.
Đặt xuyên cho CO₂ có thể là một việc phức tạp, với nhiều thông số chùm khác nhau cần được tinh chỉnh và tối ưu hóa. Ví dụ: trên thép nhẹ dày, bạn có thể có một “mũi khoan xuyên qua” trong đó trọng tâm thay đổi từ cao xuống thấp trong suốt chu kỳ. Tất cả điều này là để tránh một “đống” vật liệu nóng chảy có thể tàn phá khi hệ thống chuyển đổi từ đâm xuyên sang cắt. Gò có thể làm mất cảm biến chiều cao của đầu và di chuyển nó lên trên, thay đổi trọng tâm; hoặc tệ hơn nữa, cơn gò có thể khiến đầu bị va đập. Cài đặt xuyên không đúng cũng có thể gây ra sự tích tụ nhiệt quá mức, đặc biệt là khi cắt thép nhẹ bằng oxy. Chùm tia có thể làm cho kim loại bị cháy quá mức và làm mất lỗ xỏ; khi điều này xảy ra, kim loại nóng chảy sẽ thổi ngược vào vòi phun (xem Hình 1 ).
Với sợi quang, câu chuyện sẽ thay đổi. Tia laser sợi quang có thể đạt được thông lượng như vậy một phần là do tốc độ cắt của nó, một phần là do tốc độ xuyên của nó. Những tiến bộ trong khả năng xuyên thấu của laser sợi quang đã là một động lực rất lớn đối với năng suất, đặc biệt là đối với các vật liệu dày hơn. Sự đâm xuyên của sợi quang luôn nhanh; nhưng chu kỳ đâm xuyên dễ bị thổi ngược, đó là lý do tại sao việc thao tác chùm tia (thường theo những cách độc quyền) và phản lực không khí bên lại rất quan trọng trong chu kỳ đâm xuyên.
Cân nhắc vật liệu
Tia laser sợi quang không thể cắt sạch một cách kỳ diệu qua vật liệu kém chất lượng. Nếu người vận hành kéo một bộ phận ra khỏi tổ và nhìn thấy các vết sọc lớn, vấn đề thường có thể được bắt nguồn từ vật liệu.
Khi một chùm tia chạm vào bề mặt tấm có cặn, miệng núi lửa hoặc các khuyết tật khác, nó có thể tạo ra một điểm nóng xuyên qua vật liệu và tạo ra một đường vân xuống mặt cắt. Rỗ và đục lỗ cũng có thể thay đổi động lực của dòng khí hỗ trợ và trên thực tế, thay đổi cách cắt tia laser. Tấm càng mịn thì việc cắt laser sẽ càng ổn định.

Hình 2 Chất lượng vết cắt có thể giảm mạnh khi các bộ phận được lồng quá gần nhau mà không có tab thích hợp, do phần lưới hẹp di chuyển và biến dạng trong quá trình cắt.
Lập trình và làm tổ
Ngày nay, nhiều vấn đề về chất lượng tổng thể và góc cạnh không đến từ bề mặt vật liệu xấu hoặc các thông số cắt hoặc xỏ lỗ được tinh chỉnh không đúng cách, mà thay vào đó là do lập trình, lồng và tab không đúng cách.
Trong nhiều ứng dụng, microtabs là một thực tế của cuộc sống. Chúng cần thiết để đảm bảo các bộ phận ở đúng vị trí của chúng sau khi chúng được cắt, đặc biệt quan trọng khi xem xét động lực của luồng không khí xung quanh đầu cắt chuyển động nhanh. Điều cuối cùng mà người quản lý ca hai muốn là phụ trách một bộ phận để gây ra sự cố trong quá trình hoạt động không giám sát vào lúc nửa đêm.
Vị trí đặt tab phụ thuộc vào hình dạng của bộ phận. Việc cắt thẻ thích hợp phải thực hiện được hai điều: Giữ cho bộ phận ở đúng vị trí để đảm bảo quá trình cắt laser là nhất quán một cách đáng tin cậy và có tính đến quá trình xử lý tiếp theo. Một vết sưng nhỏ nhô ra thành một lỗ dành cho phần cứng có thể tàn phá khi nhấn phần cứng. Một lỗ nhỏ (thay vì một vết sưng) do microtab để lại có thể sẽ được chấp nhận. Trong trường hợp này, tia laser sẽ cắt phần mấu để nó hơi vào mép một phần.
Tabbing thông minh cũng đóng một vai trò khi cắt một số mảnh nhất định bị cúi đầu. Tất nhiên, lý tưởng nhất là bạn nên mua vật liệu phẳng, tốt nhất có thể. Nhưng khi tia laser cắt một mảnh dài và hẹp, hành động cắt sẽ giải phóng ứng suất bên trong và mảnh có khả năng bị cúi xuống, trở thành mục tiêu hoàn hảo cho một vụ va chạm đầu. Trong những trường hợp này, các mấu nên được đặt một cách chiến lược ở nơi xảy ra sự lệch nhiệt nhiều nhất, để bộ phận được giữ cố định trong suốt chu trình cắt.
Trong nhiệm vụ tối ưu hóa vật liệu, các lập trình viên lồng ghép cực kỳ chặt chẽ và, khi làm như vậy, đôi khi gây ra sự cố trong chu trình cắt, đặc biệt là khi không có tab phù hợp (xem Hình 2 ). Một tổ có thể có một lỗ hoặc khe rất gần với mép tấm, và trong quá trình xử lý mạng lưới giữa khe và mép. Đôi khi chỉ rộng bằng 1/16 inch có thể lung lay và gây nhiễu (xem Hình 3 ). Các tab chiến lược, giữ mảnh ở nhiều nơi giữa khe và phần web hẹp, có thể ngăn phần web đó gần mép trang tính không bị lung lay và do đó, ngăn chặn sự cố. Bản thân dây sên của khe cắm có thể nhô lên do áp suất không khí, gây ra vết cắt hoặc vết cắt xấu hoặc một số vết hàn.
Một vấn đề cuối cùng liên quan đến việc thử thách các phần hình học, thường ở dạng tấm dày 0,25 inch và dày hơn, chẳng hạn như mẫu răng cưa sắc nét. Điều kiện cắt của máy được viết cho vô số hình dạng bộ phận, nhưng không phải tất cả. Một máy có thể có điều kiện cắt đối với một góc 80 độ, nhưng nó không có điều kiện cắt đối với góc 20 độ. Vì vậy, đầu không giảm tốc độ đủ để thực hiện chuyển hướng, và chùm tia làm tan chảy đầu của răng cưa. Tất nhiên, các điều kiện cắt có thể được tùy chỉnh, nhưng trước khi giải quyết vấn đề, các cửa hàng nên cân nhắc xem hình dạng của bộ phận có cần thiết hay không.
Ví dụ, vòng lặp ở cuối mỗi răng cưa là một tùy chọn, nhưng trước khi xây dựng một đường cắt hoàn toàn mới, một cửa hàng có thể chuyển sang thiết kế cho khả năng sản xuất. Phần này có cần một góc nhọn 20 độ hay có thể đặt một bán kính vào cuối?
Những điều nhỏ bé thực sự quan trọng
Nếu có gì đó không ổn với laser sợi quang, nó thường không phải là tiêu điểm, cài đặt dòng khí, độ lệch vòi phun hoặc các yếu tố khác của công thức điều kiện cắt. Đó thường là những điều nhỏ nhặt: Một chùm tia không hoàn toàn tập trung, có nghĩa là người vận hành cần kiểm tra nó, có thể là bằng băng keo, miếng nhựa acrylic hoặc tia lửa bắn vào tấm hy sinh (tia lửa và mô hình khắc, nếu đồng tâm xung quanh vòi phun , hiển thị toán tử nếu chùm được căn giữa). Nếu đó không phải là vòi phun, nó có thể là một vết nhỏ trên kính che, một mấu đặt sai vị trí hoặc một phần web hẹp khiến các bộ phận không ổn định.
Hãy quan tâm đến những điều nhỏ nhặt và tia laser sợi quang sẽ tiếp tục là con ngựa làm việc hiệu quả vượt trội của cửa hàng fab, hôm nay và những năm trong tương lai.
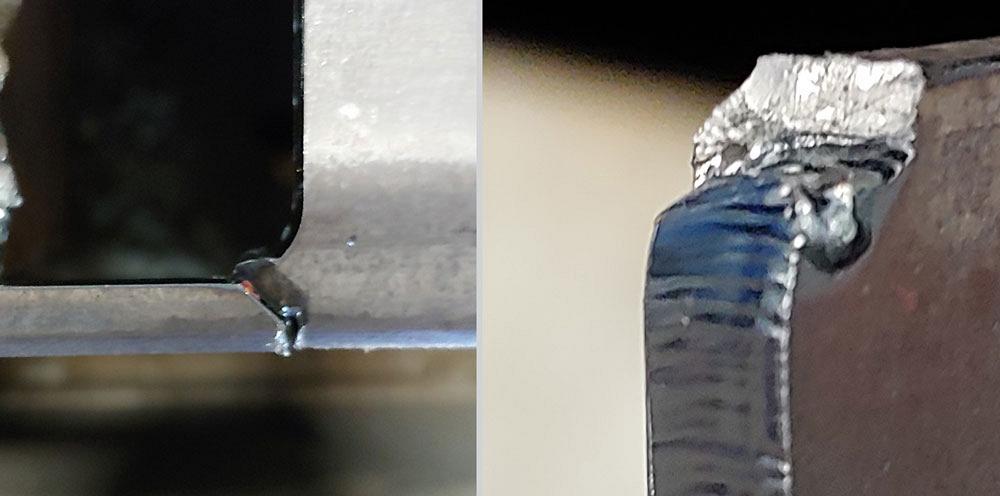
Hình 3 Các bộ phận được lồng quá gần mép của một tấm có thể gây ra sự cố, vì phần web hẹp bị lung lay và gây nhiễu trong quá trình cắt. Lập bảng chiến lược có thể ngăn ngừa những vấn đề như vậy