
Ghép nhôm bằng laser
Ghép nhôm bằng laser

Giải quyết đúng cách các thuộc tính rắc rối của nhôm và hợp kim của nó sẽ giúp ngăn ngừa các sự cố tiềm ẩn trong quá trình hàn laser.
Nhôm sở hữu nhiều đặc điểm khiến nó trở thành vật liệu lý tưởng trong thế giới sản xuất. Nó có khả năng chống ăn mòn tuyệt vời và chiếm khoảng một phần ba khối lượng thép. Điều này báo hiệu tốt cho ngành công nghiệp ô tô nói riêng, ngành phải tăng mức tiết kiệm nhiên liệu lên mức trung bình 54,5 dặm/gallon vào năm 2025.
Các thuộc tính tích cực khác của nhôm bao gồm tính dẫn nhiệt cao một đặc điểm rất hữu ích cho các bộ trao đổi nhiệt và các thành phần tương tự và điện trở suất thấp, giúp kim loại trở thành chất dẫn điện tốt và củng cố tính linh hoạt của vật liệu. Nhưng những thuộc tính độc đáo và hữu ích này sẽ trở nên vô giá trị nếu nhôm không được tạo hình, gia công và hàn một cách dễ dàng. Khả năng sản xuất của nó thiết lập nhôm như một vật liệu rất được ưa chuộng để sản xuất.
Chân đế, như nhiều người quen thuộc với nhôm đã biết, là vật liệu và hợp kim của nó có một vài thuộc tính rắc rối phải được giải quyết đúng cách để tránh các sự cố tiềm ẩn trong quá trình hàn.
Các vấn đề và giải pháp cho nhôm hàn Laser
Với tám nhóm hợp kim rèn, dòng nhôm có thể đáp ứng nhiều ứng dụng sản xuất khác nhau (xemHình 1). Bất kể hợp kim hoặc ứng dụng nào, câu hỏi về khả năng hàn chắc chắn sẽ phát sinh. May mắn thay, hầu hết các hợp kim đều có thể được hàn nóng chảy thành công, có hoặc không có vật liệu độn. Kết hợp với laser có thể giải quyết một số vấn đề gây khó khăn cho các kỹ thuật hàn thông thường.
Phạm vi nhiệt độ rộng trong quá trình hóa hơi và hóa rắn hợp kim có thể dẫn đến sự mất ổn định của lỗ khóa, độ xốp, lỗ thủng, mất tính chất cơ học và các khuyết tật khác nhau trong quá trình luyện kim của mối hàn như nứt nóng. Tỷ lệ hòa tan hydro cao trong nhôm nóng chảy có thể dẫn đến mối hàn bị rỗ và lỗ thủng lớn. Độ nhớt thấp của nhôm nóng chảy có tính lỏng cao có thể dẫn đến sự sụt giảm hoặc chảy xệ của lớp dưới.
Cuối cùng, hệ số phản xạ cao của nhôm kết hợp với tính dẫn nhiệt cao của nó có thể dẫn đến những thách thức trong việc ghép năng lượng ánh sáng vào vật liệu. Mặc dù điều này nghe có vẻ ảm đạm, nhưng lịch sử và sự thành công của việc hàn nhôm bằng laser lại hoàn toàn ngược lại. Mỗi đặc điểm và các vấn đề liên quan của nó đều có giải pháp được xác định rõ ràng và đã được chứng minh sản xuất. Chúng ta hãy xem qua năm vấn đề, cơ chế và biện pháp kiểm soát phổ biến nhất.
Cracking nóng, hoặc Cracking đông đặc mối hàn. Sự phức tạp này xảy ra do ứng suất đông đặc lên cấu trúc vi mô và trở nên tồi tệ hơn do tính dẫn điện và giãn nở nhiệt cao của nhôm. Độ nhạy nứt nóng thường có thể tránh được bằng cách thêm dây phụ thích hợp hoặc vật liệu lá kim loại phụ dát mỏng, do đó làm thay đổi thành phần hóa học của mối hàn khỏi đỉnh nhạy cảm với vết nứt (xem Hình 2 ). Ví dụ, các giá trị tiêu chuẩn cho khả năng hàn tốt là lớn hơn 2 đến 3 phần trăm silicon và lớn hơn 3 đến 4 phần trăm magiê, nhưng phạm vi điển hình trong hợp kim nhôm sê-ri 2000 và 6000 là từ 0,4 đến 1,6 phần trăm. Do đó, các hợp kim này thường yêu cầu chất độn để hàn không có vết nứt.
Sự hiện diện của Hydro. Hydro rất dồi dào, đặc biệt là trong môi trường sản xuất và khả năng hòa tan của nó trong nhôm nóng chảy có thể dẫn đến độ xốp tổng thể. Nước, chất bôi trơn và không khí đều chứa nguyên tố này và mặc dù nó dễ dàng hòa tan vào nhôm nóng chảy, nhưng nó hầu như không hòa tan trong nhôm rắn. Kết quả là, hydro trong vũng hàn nóng chảy hoặc bị giữ lại trong mối hàn dưới dạng các lỗ rỗng, hoặc nó thoát ra ngoài, gây ra các lỗ hổng khi hóa rắn. May mắn thay, một số biện pháp phòng ngừa đơn giản có thể được thực hiện để ngăn chặn các vấn đề liên quan đến hydro xảy ra.
- Giữ vật liệu sạch sẽ và khô ráo, kể cả dây phụ hoặc giấy bạc.
- Tránh chênh lệch nhiệt độ (ví dụ: khu vực lưu trữ đến khu vực sản xuất) có thể gây ngưng tụ hơi nước trên các bộ phận hoặc vật liệu độn.
- Làm sạch các mối hàn và loại bỏ các oxit xốp khi cần thiết.
- Sử dụng khí bảo vệ.
Độ xốp và lỗ hổng. Những vấn đề này cũng có thể được gây ra bởi các nguyên tố hợp kim dễ bay hơi như kẽm, magie và lithium. Các phần tử này bốc hơi, thoát ra ngoài qua lỗ khóa và kéo theo vật liệu nóng chảy cùng với chúng, để lại các khoảng trống mối hàn và bắn tung tóe khi chúng xuất hiện. Giải pháp đơn giản là cung cấp một đường dẫn đủ lớn (ví dụ: kích thước điểm tập trung lớn hoặc điểm tập trung song song) hoặc đủ thời gian (ví dụ: giảm tốc độ hàn) để hơi thoát ra ngoài mà không gây hư hỏng.
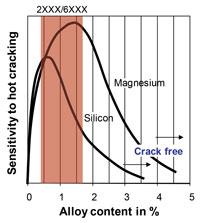
Hình 2: Biểu đồ cho thấy độ nhạy đối với nứt nóng so với hàm lượng hợp kim. Phạm vi silicon và magie trong nhôm seri 2000 và 3000 được thể hiện bằng màu đỏ. Các giá trị tiêu chuẩn cho khả năng hàn tốt là lớn hơn 2 đến 3 phần trăm silicon và lớn hơn 3 đến 4 phần trăm magiê, nhưng phạm vi điển hình trong các hợp kim nhôm sê-ri 2000 và 6000 là từ 0,4 đến 1,6 phần trăm.
Underbead thả. Sự cố này xảy ra ở các mối hàn ngấu khoảng 6 mm trở lên, mặc dù ngưỡng độ dày chính xác phụ thuộc vào các biến như bước sóng, loại hợp kim, công suất, tốc độ và đường kính điểm. Cách đơn giản nhất để tránh nó là định vị mối hàn nằm ngang, nhưng điều này thường không thực tế hoặc không thể thực hiện được. Khi mối hàn thẳng đứng là cần thiết, có một số chiến lược có thể được sử dụng để tránh làm rơi mép dưới khi hàn ngấu sâu (xem Hình 3 ):
- Sử dụng một mối hàn thâm nhập một phần.
- Thiết kế lại bộ phận để tránh mối hàn xuyên thấu.
- Sử dụng vật liệu nền bên dưới (ví dụ: đồng).
phản xạ. Trước đây, hệ số phản xạ cao của nhôm là một vấn đề đối với hàn laser. Tuy nhiên, với sự phát triển của laser carbon dioxide (CO 2 ) năng lượng cao, chất lượng chùm tia tốt và sự ra đời của laser phân phối sợi quang, trạng thái rắn, độ sáng cao, công suất cao, việc ghép năng lượng vào nhôm là không thể còn là một vấn đề.
Những phát triển này đã dẫn đến một quan niệm sai lầm phổ biến: Vì laze trạng thái rắn có bước sóng ngắn hơn, như đĩa và sợi quang, có khả năng hấp thụ nhôm cao hơn, nên chúng phải là loại laze tốt nhất cho mọi ứng dụng. Đây không phải là trường hợp. Đối với độ dày lên đến khoảng 4 hoặc 5 mm, ưu tiên sử dụng bước sóng 1 micron của laser trạng thái rắn; tuy nhiên, khi độ dày vật liệu từ 6 mm trở lên thì laser CO 2 (bước sóng 10,6 micron) là lựa chọn tốt nhất. Mặc dù vật lý chính xác có thể gây tranh cãi, nhưng một cách dễ dàng để nghĩ về điều này là do bước sóng 1 micron hấp thụ cao hơn nên phần trên của vật liệu hấp thụ một lượng điện năng lớn hơn. Tuy nhiên, bước sóng 10,6 micron có thể thâm nhập sâu hơn vào vật liệu khi nó phản chiếu xuống lỗ khóa.
Tỷ lệ trọng lượng trên sức mạnh và khả năng chống ăn mòn của nhôm là hai trong số nhiều lý do khiến các nhà sản xuất coi đây là vật liệu mong muốn cho các ứng dụng của họ. Mặc dù hầu hết các hợp kim nhôm đều có thể được hàn nóng chảy, có hoặc không có chất độn, nhưng có một số vấn đề hàn nổi tiếng và dễ hiểu có thể dễ dàng khắc phục bằng các phương pháp đã được chứng minh sản xuất.
Để làm nổi bật thực tế đó, chúng ta chỉ cần nhìn vào nhiều thành phần nhôm và hợp kim nhôm đã được hàn bằng laser cho các ngành công nghiệp khác nhau kể từ những năm 1990. Với nhiệm vụ tiết kiệm nhiên liệu trong ô tô, trọng lượng nhẹ là điều cần thiết và nhôm chắc chắn sẽ là một phần quan trọng trong nỗ lực đó. Với tất cả các ưu điểm và khả năng của mình, việc nối các thành phần nhôm này bằng laser là điều chắc chắn.
Nhôm: Bài học lịch sử
Nhôm là một kim loại linh hoạt với các thuộc tính đáng chú ý. Khối lượng nguyên tử thấp, khả năng chống ăn mòn cao, khả năng dẫn nhiệt và dẫn điện tuyệt vời khiến nó trở thành một vật liệu rất độc đáo. Nó dễ dàng được gia công, đúc, vẽ và ép đùn. Tất cả những đặc điểm hấp dẫn đối với các nhà sản xuất. Thêm vào đó, có rất nhiều của nó. Bên cạnh oxy và silic, nhôm là nguyên tố dồi dào thứ ba trên thế giới và là kim loại dồi dào nhất, chiếm hơn 8% vỏ trái đất. Mặc dù dồi dào, nhưng nó thường được tìm thấy trong các hợp chất, thường là quặng bauxite, hơn là ở dạng nguyên chất. Điều này đã khiến nguồn tài nguyên này phần lớn chưa được khai thác cho đến đầu thế kỷ 19, khi các nhà khoa học bắt đầu cô lập và chiết xuất kim loại.
Sản xuất nhôm vẫn còn lâu mới khả thi về mặt kinh tế cho đến cuối thế kỷ này. Năm 1888, nhà hóa học người Mỹ Charles Martin Hall đã thành lập Công ty Nhôm của Mỹ (ALCOA) và trong vòng một năm đã được cấp bằng sáng chế cho một quy trình rẻ tiền để thu được nhôm từ oxit nhôm bằng phương pháp điện phân. Đồng thời, nhà hóa học người Pháp Paul Héroult đã độc lập phát minh ra quy trình tương tự, được gọi là phương pháp Hall-Héroult. Cùng năm đó, nhà hóa học người Áo Karl Bayer đã phát triển một quy trình rẻ tiền để thu được oxit nhôm từ quặng bauxite.
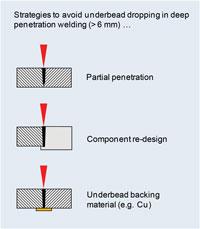
Hình 3: Sử dụng các chiến lược này sẽ giúp loại bỏ hiện tượng rơi hạt dưới khi hàn laser.
Công Ty Cổ Phần Thiết Bị và Giải Pháp Cơ Khí Automech – nhà cung cấp các dòng máy gia công kim loại tấm, hàn laser, giải pháp tự động từ những nhà cung cấp nổi tiếng JFY – member of TRUMPF group, Han’s laser, EKO, Yadon,…. Automech đã hợp tác với nhiều đối tác thương mại lớn ở trong và ngoài nước nhằm phục vụ nhu cầu sản xuất đa dạng. Hệ sinh thái sản phẩm đa dạng cùng mức giá hợp lí là điểm cộng to lớn giúp Automech ngày càng chiếm được lòng tin của khách hàng.
Thông tin về sản phẩm vui lòng liên hệ
Hotline:0987.899.347 – Mr.Toàn
Email:info@automech.vn