
Kiến thức cơ bản về sự thụ động: Liệu thép không gỉ có bị gỉ không?
Trong thế giới chế tạo thép không gỉ, thép không gỉ chỉ có nghĩa là không gỉ. Tuy nhiên, không có gì lạ khi các nhà chế tạo phàn nàn về sự xuất hiện của gỉ sau khi chạy thử hoặc lắp đặt các bộ phận. Những sửa chữa tại chỗ này có thể tốn kém. Đối với khách hàng, nó có thể có nghĩa là đau đầu và sự chậm trễ tốn kém. Rỉ sét có hại cho kinh doanh, đó là lý do tại sao sự thụ động là điều cần thiết. Trong hóa học và kỹ thuật, thụ động dùng để chỉ vật liệu trở nên thụ động, hoặc ít bị ảnh hưởng bởi môi trường.
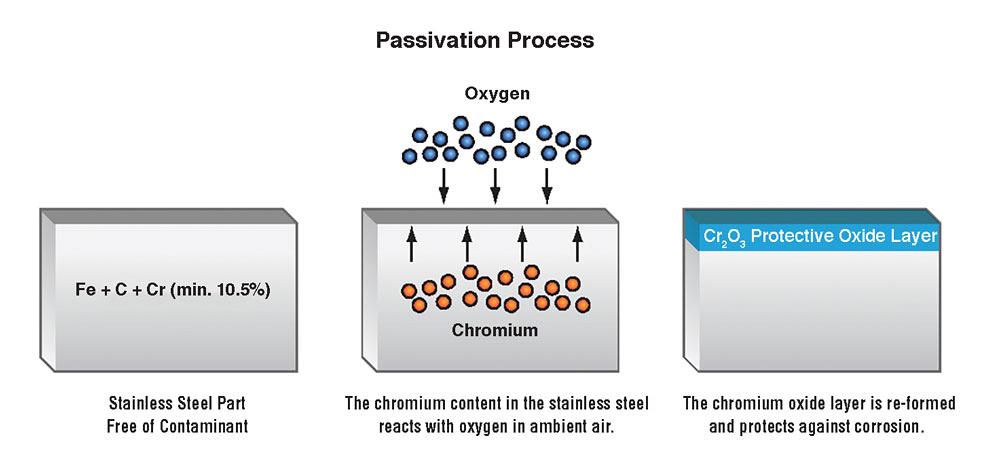
Điều gì làm cho thép không gỉ không gỉ? Nói một cách ngắn gọn, chrome. Thép không gỉ là hợp kim của sắt với tối thiểu 10,5 phần trăm crôm. Chromium tạo ra một lớp oxit mỏng trên bề mặt thép – lớp “thụ động” – ngăn chặn sự ăn mòn bề mặt.
Thụ động hóa là một quá trình thiết yếu trong sản xuất và đảm bảo chất lượng của các cấp thép không gỉ khác nhau. Nó bắt đầu ngay lập tức sau khi các chất bẩn bề mặt được loại bỏ hoàn toàn. Đối với thép không gỉ, thường mất 24 đến 48 giờ để đạt được lớp thụ động đồng nhất và ổn định, nhưng quá trình thụ động chỉ có thể xảy ra trong một số điều kiện nhất định. Không có gì lạ khi lớp oxit thụ động của thép không gỉ có thể chịu được hư hại thông qua bất kỳ quy trình cơ học, công nghiệp và môi trường nào. Đây là lý do tại sao thụ động hóa là bước cuối cùng trong sản xuất các bộ phận bằng thép không gỉ.
Điều gì có thể sai?
Thép không gỉ khác với thép cacbon bởi lượng crom có mặt. Thép cacbon không được bảo vệ sẽ bị gỉ khi tiếp xúc với không khí và độ ẩm. Màng oxit sắt (gỉ) này “hoạt động” và làm tăng tốc độ ăn mòn bằng cách tạo ra nhiều oxit sắt dễ dàng hơn.
Thép không gỉ chứa đủ crôm để trải qua quá trình thụ động hóa bằng cách tạo thành một màng trơ của oxit crôm trên bề mặt của nó. Nhưng sự thụ động chỉ xảy ra nếu tỷ lệ crom đủ cao và có mặt oxy.
Tăng lượng crom làm tăng khả năng chống ăn mòn. Thép không gỉ cũng chứa một lượng carbon, silicon và mangan khác nhau. Các nguyên tố được bổ sung như niken và molypden có thể truyền đạt các đặc tính hữu ích khác như nâng cao khả năng định hình và tăng khả năng chống ăn mòn.
Một số kim loại như vàng và titan tự thụ động. Các nguyên tử bề mặt tiếp xúc dễ dàng phản ứng với oxy trong không khí xung quanh để tạo thành một lớp oxit kim loại thụ động ổn định. Tuy nhiên, nếu các công cụ bằng thép được sử dụng trên các kim loại như vậy, một lượng sắt tự do (vật liệu sắt) có thể để lại trên bề mặt và sắt sẽ bị ăn mòn. Điều này cũng đúng với thép không gỉ.
Để thụ động, bề mặt thép không gỉ phải không có chất gây ô nhiễm như sắt tự do. Bề mặt sạch sẽ cho phép crom phản ứng với oxy trong không khí xung quanh để tạo thành một lớp oxit crom trơ, hoặc thụ động trên bề mặt kim loại. Lớp vi phủ oxit crom hoạt động như một rào cản giữa hợp kim đậm đặc sắt và không khí xung quanh.
Làm sạch để kích hoạt thụ động
Hàn tạo ra vùng ảnh hưởng nhiệt và sắc thái nhiệt trong đó cấu trúc hợp kim của thép không gỉ bị thay đổi. Màu nhiệt là sự dày lên của lớp oxit tự nhiên trên bề mặt của thép không gỉ. Khi màu sắc nhiệt được hình thành trên thép không gỉ, crom được hút từ bên dưới bề mặt của kim loại để tạo thành lớp bề mặt oxit giàu crom.
Điều này khiến kim loại nằm ngay dưới bề mặt với mức crom thấp hơn, có thể ảnh hưởng tiêu cực đến khả năng chống ăn mòn. Màu nhiệt là một chất gây ô nhiễm nghiêm trọng phải được loại bỏ khỏi bề mặt, không chỉ vì lý do thẩm mỹ mà còn để thép không gỉ tự thụ động.

Một kỹ thuật viên làm sạch bằng phương pháp điện hóa một mối hàn theo chu vi trên một phần thép không gỉ được cán để đảm bảo sự thụ động hoàn toàn xảy ra.
Phun cát loại bỏ sắc thái nhiệt nhưng nhúng các chất gây ô nhiễm vào thép không gỉ. Mài, mặc dù là một phương pháp hiệu quả để loại bỏ sắc thái nhiệt, nhưng vẫn để lại dấu vết của sắt tự do, gây rỗ và ăn mòn. Loại bỏ sắt tự do đòi hỏi phải xử lý hóa học với axit mạnh.
Một số phương pháp làm sạch tồn tại để kích hoạt sự thụ động. Tuy nhiên, vì các hạn chế về an toàn, ngân sách và môi trường, không phải tất cả đều phù hợp cho các nhà chế tạo. Các phương pháp bao gồm xử lý vật liệu bằng các dung dịch axit, bao gồm cả bột nhão và gel tẩy để làm sạch bề mặt kim loại của các chất ô nhiễm sắt tự do. Lưu ý rằng những loại bột nhão này có axit có thể gây nguy hiểm cho môi trường và người vận hành.
Một phương pháp khác liên quan đến làm sạch và đánh bóng điện hóa. Quá trình này loại bỏ sắc thái nhiệt và các chất bẩn khác, bao gồm nhiều sắt và niken, để lại bề mặt giàu crôm. Quá trình đánh bóng điện tấn công đỉnh điểm và làm tròn các thung lũng trên bề mặt vật liệu và làm tăng tỷ lệ crom trên bề mặt. Kỹ thuật này có ảnh hưởng lớn đến vẻ ngoài của thép không gỉ, làm tăng độ bóng và độ sáng trong khi chỉ thay đổi độ nhám đo được khoảng 30 phần trăm.
Một số hệ thống làm sạch và đánh bóng mối hàn sử dụng axit cấp thực phẩm và điện để loại bỏ màu nhiệt và có thể đạt được sự thụ động hóa học trên các bộ phận bằng thép không gỉ, theo định nghĩa của ASTM International.
Xác thực sự thụ động và phương pháp kiểm tra
Không thể phóng đại tầm quan trọng của việc xác nhận độ thụ động của bề mặt thép không gỉ. Không thể phát hiện bằng mắt thường, sự thụ động cho thấy rằng một lớp bảo vệ của oxit crom tồn tại trên bề mặt thép không gỉ. Đó là thành phần thiết yếu đảm bảo thép không gỉ sẽ chống lại sự ăn mòn.
Vì vậy, làm thế nào để một nhà chế tạo đảm bảo thép không gỉ thực sự hoàn toàn thụ động? Có nhiều thử nghiệm khác nhau và ASTM International mô tả các phương pháp hay nhất trong các tiêu chuẩn của nó. Cụ thể, tiêu chuẩn ASTM A380 mô tả các phương pháp hay nhất để làm sạch, tẩy cặn và xử lý các bộ phận, thiết bị và hệ thống bằng thép không gỉ. Tiêu chuẩn ASTM A967 mô tả các thử nghiệm với các tiêu chí chấp nhận để chứng minh rằng các thủ tục thụ động đã thành công.
Một loạt các bài kiểm tra cho sự thụ động theo sau. Tuy nhiên, biết rằng không phải tất cả các thử nghiệm này đều phù hợp với tất cả các cấp thép không gỉ.
Thử nghiệm ngâm trong nước. Thử nghiệm ngâm trong nước phát hiện sự nhiễm bẩn bề mặt anốt, bao gồm cả sắt tự do, trên thép không gỉ. Thử nghiệm cho các thành phần thụ động tiếp xúc với nước cất trong khoảng thời gian một giờ ngập trong nước và một giờ không ngập trong nước, trong ít nhất 24 giờ.
Mặc dù nước có thể dễ dàng tiếp cận, nhưng việc tiếp cận các buồng ngâm chuyên dụng có thể đòi hỏi một khoản đầu tư vốn đáng kể. Nước phải sạch, được chưng cất và không có hóa chất, do đó có thể phải sử dụng hệ thống ống nước đắt tiền. Hệ thống ống nước không phù hợp có thể chỉ ra sai dấu vết của sắt trên bề mặt được thử nghiệm. Các thành phần bị lỗi yêu cầu làm lại và khử nhiễm thêm. Và để tuân thủ tiêu chuẩn ASTM, chu kỳ thử nghiệm phải kéo dài ít nhất 24 giờ.
Thử nghiệm phun muối. Thử nghiệm phun muối là một thử nghiệm cấp tốc trong phòng thí nghiệm cung cấp một môi trường ăn mòn được kiểm soát để xác định khả năng chống ăn mòn của thép không gỉ. Nó cho các thành phần tiếp xúc với dung dịch phun muối (sương mù) 5% natri clorua trong một buồng thử nghiệm được làm nóng đến 95 độ F. Thời gian thử nghiệm ngắn, vì vậy nó không lý tưởng để đánh giá hoạt động của vật liệu, đặc biệt là thép không gỉ, tiếp xúc với các yếu tố ăn mòn trong môi trường tự nhiên.
Thử nghiệm cũng được sử dụng hạn chế khi so sánh khả năng chống ăn mòn của các loại thép không gỉ khác nhau, chẳng hạn như khi thiết lập xếp hạng hoặc định lượng sự khác biệt về khả năng chống ăn mòn. Các điều kiện ăn mòn của thử nghiệm là cố định và không thể được điều chỉnh cho khả năng chống ăn mòn cụ thể của một số cấp nhất định.
Thử nghiệm yêu cầu thiết bị phòng thí nghiệm chuyên dụng bao gồm buồng độ ẩm, có thể không phù hợp với các thành phần thép không gỉ lớn. Hơn nữa, các thành phần bị lỗi yêu cầu làm lại và khử nhiễm thêm.
Kiểm tra độ ẩm cao. Thử nghiệm độ ẩm cao phát hiện sắt tự do hoặc bất kỳ chất bẩn bề mặt anốt nào khác trên thép không gỉ. Nó được thực hiện trong tủ độ ẩm có khả năng duy trì độ ẩm 97 (± 3) phần trăm ở 100 (± 5) độ F trong ít nhất 24 giờ.
Mẫu thử có thể chấp nhận được nếu không có dấu vết rỉ sét hoặc ăn mòn khác. Để phù hợp với tiêu chuẩn ASTM, các thành phần phải được ngâm trong axeton hoặc cồn metylic và sau đó được làm khô trong môi trường trơ hoặc bình chứa hút ẩm.
Thử nghiệm này cũng yêu cầu thiết bị phòng thí nghiệm chuyên dụng và buồng độ ẩm, một lần nữa có thể không phù hợp với các thành phần thép không gỉ lớn. Thử nghiệm không thể được điều chỉnh theo các cấp thép không gỉ khác nhau và tiêu chuẩn ASTM yêu cầu chu kỳ thử nghiệm ít nhất 24 giờ. Và như trong các thử nghiệm khác, các thành phần bị lỗi yêu cầu làm lại và khử nhiễm thêm.
Thử nghiệm đồng sunfat. Thử nghiệm đồng sunfat hiếm khi được chấp nhận trong ngành công nghiệp thực phẩm vì tính chất độc hại của nó. Trên thực tế, ASTM cấm sử dụng thử nghiệm này đối với các thành phần thép không gỉ “được sử dụng trong chế biến thực phẩm”.
Thử nghiệm, yêu cầu dung dịch nước đồng sunfat “không quá hai tuần tuổi” được sử dụng cho các cấp cụ thể của thép Austenit, Mactenxit, Ferit và thép cứng kết tủa có ít nhất 16% crom.
Thử nghiệm axit kali Ferricyanide-nitric. Điều này được khuyến nghị khi cần phát hiện một lượng rất nhỏ sắt tự do trên thép không gỉ Austenit dòng 200 và 300. Cũng như thử nghiệm đồng sunfat, ASTM cấm sử dụng thử nghiệm này trên các thành phần thép không gỉ được sử dụng trong lĩnh vực chế biến thực phẩm. Nó không được khuyến nghị cho thép ferit hoặc thép mactenxit vì dương tính giả mà thử nghiệm có xu hướng cho các vật liệu này. Ngoài ra, dung dịch thử nghiệm phải được chuẩn bị hàng ngày.
Một giải pháp thay thế mới hơn: Kiểm tra tiềm năng mạch hở
Được thiết kế trong một hệ thống di động có thể mang đến nơi làm việc, thử nghiệm này đánh giá độ ổn định và độ dày của lớp oxit crom thụ động của thép không gỉ. Thử nghiệm đo độ dẫn điện của hai điểm, với dòng điện đi qua chất lỏng trong cảm biến giúp phép đo chính xác nhất có thể.
Một thiết bị hiển thị giá trị số mô tả chất lượng của lớp thụ động crom oxit. Giá trị dương cho biết mẫu được thụ động, trong khi giá trị âm cho biết không phải. Giá trị càng cao, lớp thụ động càng dày và có khả năng chống chịu.

Một thiết bị thử nghiệm hoạt động theo nguyên tắc điện thế mạch hở xác minh rằng một sản phẩm thép không gỉ là hoàn toàn bị động.
Các vấn đề về thụ động
Sự thụ động và kiểm tra thích hợp cung cấp tài liệu – có thể là thủ công hoặc kỹ thuật số – rất quan trọng đối với bất kỳ nhà chế tạo chuyên về thép không gỉ nào. Tài liệu thích hợp đóng vai trò như một hồ sơ quan trọng cho thấy các phôi đã được kiểm tra độ thụ động.
Sự thụ động của thép không gỉ là mối quan tâm chính đối với các nhà chế tạo, thợ hàn và nhà sản xuất mua, bán hoặc làm việc với vật liệu thiết yếu và phổ biến. Nhờ những người kiểm tra độ thụ động, các công ty có các công cụ trong kho vũ khí của họ để tăng tốc, phát hiện và đo lường độ thụ động, cũng như giảm chi phí liên quan đến việc làm lại các sản phẩm thép không gỉ bị từ chối.