
Hàn đường ống dòng 300 mà không cần tẩy ngược
Hàn ống và ống thép không gỉ thường yêu cầu tẩy rửa bằng khí argon khi sử dụng các quy trình truyền thống, chẳng hạn như hàn hồ quang vonfram bằng khí (GTAW) và hàn hồ quang kim loại được che chắn (SMAW). Nhưng chi phí khí đốt và thời gian thiết lập cho quá trình tẩy rửa có thể rất đáng kể, đặc biệt là khi đường kính và chiều dài đường ống tăng lên.
Khi hàn thép không gỉ sê-ri 300, các nhà thầu có thể loại bỏ hiện tượng rỉ ngược trong hàn ống hở gốc và vẫn đạt được chất lượng mối hàn cao, giữ được khả năng chống ăn mòn của vật liệu và đáp ứng các yêu cầu về đặc điểm kỹ thuật quy trình hàn (WPS) bằng cách chuyển từ GTAW hoặc SMAW truyền thống sang một loại sửa đổi quy trình hàn hồ quang kim loại khí ngắn mạch (GMAW). Quy trình GMAW ngắn mạch được sửa đổi cũng mang lại những lợi ích bổ sung về năng suất, hiệu quả và tính dễ sử dụng có thể giúp cải thiện lợi nhuận.
Hàn thép không gỉ
Được ưa chuộng vì khả năng chống ăn mòn và độ bền của chúng, hợp kim thép không gỉ được sử dụng cho nhiều ứng dụng ống và ống, bao gồm dầu và khí đốt, hóa dầu và nhiên liệu sinh học. Trong khi GTAW truyền thống được sử dụng cho nhiều ứng dụng thép không gỉ, nó có một số nhược điểm có thể được giải quyết bằng GMAW ngắn mạch đã được sửa đổi.
Thứ nhất, khi tình trạng thiếu thợ hàn lành nghề tiếp tục diễn ra, việc tìm kiếm công nhân am hiểu về GTAW là một thách thức không ngừng. Thứ hai, GTAW không phải là quy trình hàn nhanh nhất, điều này cản trở các công ty muốn tăng năng suất để đáp ứng nhu cầu của khách hàng. Thứ ba, nó đòi hỏi quá trình tẩy rửa trở lại ống thép không gỉ và ống thép không gỉ rất tốn thời gian và tốn kém.
Back Purging là gì? Purging là sự đưa vào một loại khí để loại bỏ các chất gây ô nhiễm và cung cấp sự hỗ trợ trong quá trình hàn. Tẩy rửa mặt sau che chắn mặt sau của mối hàn, ngăn ngừa sự hình thành các ôxít nặng xảy ra khi có ôxy.
Khi mặt sau không được bảo vệ trong quá trình hàn ống hở gốc, nó có thể dẫn đến sự cố vật liệu cơ bản. Sự phân hủy này được gọi là đường, được đặt tên vì nó tạo ra bề mặt giống như đường ở bên trong mối hàn. Để ngăn chặn đường, thợ hàn chèn một ống dẫn khí vào một đầu của đường ống và sau đó chặn các đầu ống bằng các đập tẩy. Họ cũng tạo ra một lỗ thông hơi ở đầu đối diện của đường ống. Họ cũng thường băng xung quanh lỗ khớp. Sau khi đã làm sạch đường ống, họ bóc lại một phần của băng xung quanh mối nối và bắt đầu hàn, lặp lại quá trình bóc và hàn cho đến khi hoàn thành đoạn ống nối.
Loại bỏ thanh trừng trở lại . Việc thanh lọc ngược có thể tiêu tốn thời gian và tiền bạc đáng kể của một hoạt động, trong một số trường hợp, có thể làm tăng thêm hàng nghìn đô la cho một dự án. Việc chuyển đổi sang quy trình GMAW ngắn mạch đã được sửa đổi cho phép các công ty hoàn thành các bước xử lý gốc mà không cần thanh lọc ngược trong nhiều ứng dụng thép không gỉ. Các ứng dụng hàn trên thép không gỉ sê-ri 300 là những ứng cử viên sáng giá cho việc này, trong khi các ứng dụng hàn cho thép không gỉ song tinh có độ tinh khiết cao hiện yêu cầu GTAW cho đường truyền gốc.
Giữ nhiệt đầu vào càng thấp càng tốt giúp duy trì khả năng chống ăn mòn của phôi. Giảm số lượng đường hàn là một cách để giảm nhiệt đầu vào. Quy trình GMAW ngắn mạch được sửa đổi, chẳng hạn như Lắng đọng kim loại được điều chỉnh (RMD®), sử dụng quá trình chuyển kim loại được kiểm soát chính xác để tạo ra sự lắng đọng giọt đồng nhất. Điều này giúp thợ hàn dễ dàng kiểm soát vũng hàn và do đó, kiểm soát nhiệt đầu vào và tốc độ hàn. Đầu vào nhiệt thấp hơn cho phép vũng hàn đông cứng nhanh hơn.
Với việc chuyển kim loại được kiểm soát và vũng hàn đóng băng nhanh hơn, vũng hàn ít hỗn loạn hơn và khí che chắn thoát ra khỏi súng GMAW tương đối không bị xáo trộn. Điều này cho phép khí che chắn đẩy qua gốc hở, làm dịch chuyển khí quyển và ngăn chặn quá trình đường hóa hoặc ôxy hóa ở mặt sau của mối hàn. Việc bao phủ khí đó chỉ cần thiết trong một thời gian ngắn vì vũng nước đóng băng rất nhanh.
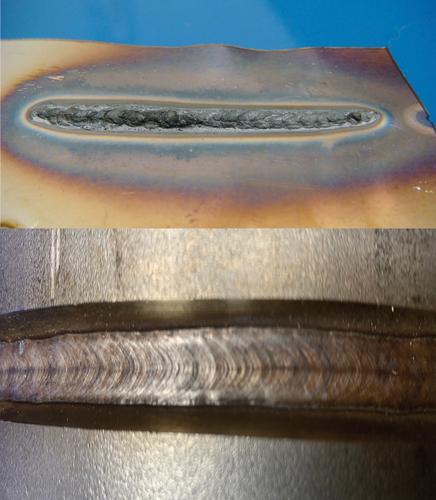
Thử nghiệm cho thấy quy trình GMAW ngắn mạch đã được sửa đổi đáp ứng các tiêu chuẩn chất lượng mối hàn trong khi vẫn giữ được khả năng chống ăn mòn của thép không gỉ cũng như khi hàn chân răng bằng GTAW.

Một thay đổi đối với quy trình hàn yêu cầu một công ty phải yêu cầu WPS của mình, nhưng việc chuyển đổi có thể mang lại khả năng hoàn vốn to lớn trong thời gian và tiết kiệm chi phí — cho cả công việc chế tạo và sửa chữa mới.
Sử dụng quy trình GMAW ngắn mạch đã được sửa đổi để hàn ống hở gốc mang lại những lợi ích khác cho năng suất, hiệu quả và đào tạo thợ hàn. Bao gồm các:
- Tốc độ di chuyển nhanh hơn hai đến ba lần so với quy trình GTAW và SMAW truyền thống.
- Khả năng loại bỏ sự vượt qua nóng, kết quả của khả năng lắng đọng nhiều kim loại hơn để tăng độ dày của lớp chân răng.
- Khả năng chịu đựng đặc biệt đối với độ lệch cao – thấp giữa các đoạn ống. Do sự chuyển giao kim loại trơn tru, quá trình này có thể dễ dàng thu hẹp các khoảng trống lên đến 3⁄16 inch.
- Độ dài hồ quang nhất quán bất kể độ dính của điện cực, điều này bù đắp cho những người vận hành gặp khó khăn trong việc giữ độ dài hồ quang nhất quán. Việc kiểm soát vũng hàn dễ dàng hơn và chuyển kim loại nhất quán có thể giảm thời gian đào tạo cho những thợ hàn mới.
- Thời gian dọn dẹp tối thiểu vì quá trình này không để lại xỉ và ít mảnh vụn, nếu có.
- Giảm thời gian chết để chuyển đổi quy trình. Cùng một dây và khí bảo vệ có thể được sử dụng cho các đường chuyền gốc, lấp đầy và nắp. Có thể sử dụng quy trình GMAW xung, với điều kiện sử dụng khí che chắn ít nhất 80% argon cho các đường nạp và nắp.
Năm lời khuyên để thành công
Đối với các hoạt động muốn loại bỏ hiện tượng rỉ ngược trong các ứng dụng thép không gỉ, điều quan trọng là phải tuân theo năm mẹo chính để thành công khi chuyển sang quy trình GMAW ngắn mạch đã được sửa đổi.
- Đảm bảo khe hở gốc tối thiểu là 1⁄8 in. Điều này cho phép khí che chắn chảy qua và bảo vệ mặt sau của mối hàn khỏi bị oxy hóa.
- Làm sạch bên trong và bên ngoài đường ống để loại bỏ các chất bẩn. Sử dụng bàn chải sắt được thiết kế cho thép không gỉ để làm sạch ít nhất 1 inch trở lại từ mép của mối nối.
- Sử dụng kim loại phụ bằng thép không gỉ có hàm lượng silicon cao, chẳng hạn như 316LSi hoặc 308LSi. Hàm lượng silicon cao hơn giúp vũng hàn ướt ra và hoạt động như một chất khử oxy.
- Để có hiệu suất tốt nhất, hãy sử dụng hỗn hợp khí che chắn được pha chế riêng cho quy trình, chẳng hạn như 90% heli, 7,5% argon và 2,5% carbon dioxide. Một lựa chọn khác là 98 phần trăm argon và 2 phần trăm carbon dioxide. Các nhà cung cấp khí hàn có thể có các khuyến nghị khác.
- Để có kết quả tốt nhất, hãy sử dụng đầu thuôn nhọn và vòi phun cho đường đi của rễ để khoanh vùng vùng phủ khí. Đầu phun hình côn với bộ khuếch tán khí tích hợp mang lại khả năng bao phủ tuyệt vời.
Lưu ý rằng việc sử dụng quy trình GMAW ngắn mạch đã được sửa đổi mà không có khí hỗ trợ sẽ tạo ra một lượng nhỏ cặn oxit ở mặt sau của mối hàn. Điều này thường bong ra khi mối hàn nguội đi và nằm trong tiêu chuẩn chất lượng cho các ứng dụng dầu mỏ, nhà máy điện và hóa dầu.