
Laser công suất cao và sự phát triển của khí hỗ trợ
Sự xuất hiện của laser sợi quang 20 kW và cao hơn đang buộc các nhà chế tạo phải suy nghĩ khác về cách họ tiếp cận cắt laser
Tỷ lệ áp dụng ngày càng tăng của laser công suất cao không có khả năng kết thúc sớm. Với công suất cắt laser đạt 20 kW, các thiết bị này có khả năng cắt vật liệu lên đến 1,5 inch với độ chính xác, độ dày từng được dành cho vòi phun nước và máy cắt plasma.
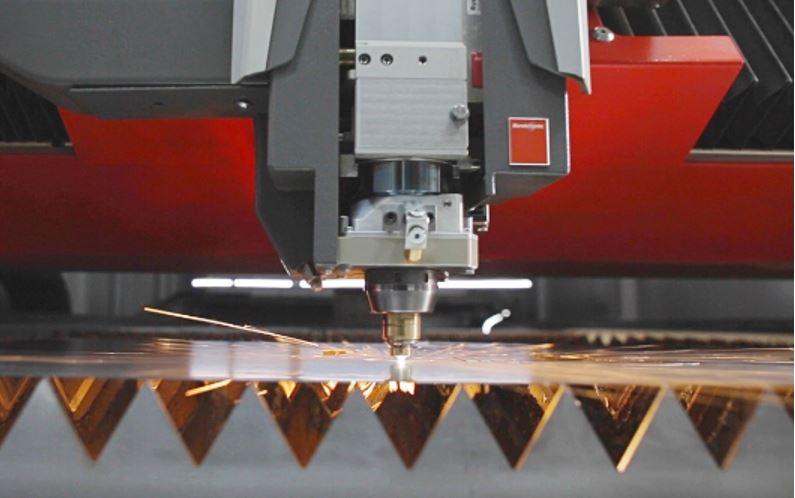
Máy cắt laser sợi quang công suất cao đã mang lại một mức năng suất mới cho xưởng làm việc. Họ cũng đã buộc các chủ sở hữu và người quản lý công ty phải có cái nhìn khác về kế hoạch cung cấp nitơ của họ.
Tuy nhiên, việc sử dụng các thiết bị công suất cao này đi kèm với những cân nhắc mới. Tất cả các nhà chế tạo kim loại đều yêu thích khả năng cắt tăng lên. Ví dụ, trung bình, một tia laser sợi quang 20 kW mới có thể tăng tốc độ cắt lên đến 50% khi so sánh với một nguồn điện laser sợi quang 10 kW. So sánh đó có giá trị khi quá trình cắt được thực hiện bằng cách sử dụng nitơ làm khí hỗ trợ laser và điều quan trọng cần lưu ý vì mức tiêu thụ khí nitơ tăng đáng kể với các máy cắt laser sợi quang công suất cao mới này. Thiết bị cũ chỉ đơn giản là không thể phù hợp với phạm vi độ dày vật liệu có thể cắt hiệu quả bằng nitơ trên máy cắt laser sợi quang công suất cao.
Nitơ là loại khí được lựa chọn vì nó ngăn không cho mép cắt bằng laser bị ôxy hóa, đó là điều xảy ra khi ôxy được sử dụng làm khí hỗ trợ. (Các lớp sơn tĩnh điện và sơn thường không thể bám dính vào các cạnh kim loại bị oxy hóa.) Điều đó dẫn đến tình huống sau: Một nhà chế tạo kim loại thích sản xuất nhiều bộ phận mỗi giờ hơn bao giờ hết trên máy cắt laser cũ hơn của họ và để giảm thiểu việc xử lý sau đó, chẳng hạn như mài các cạnh để loại bỏ bằng chứng của quá trình oxy hóa, nó sử dụng nitơ làm khí hỗ trợ. Kết quả là, nhà chế tạo có thể sẽ sử dụng nhiều nitơ hơn – đặc biệt nếu đó là tấm cắt – hơn bao giờ hết.
Cửa hàng có tìm kiếm các bể chứa số lượng lớn hơn không? Đó là một khả năng, nhưng nó có thể không phải là câu trả lời hiệu quả nhất về chi phí. Mối quan hệ với các nhà cung cấp khí đốt đòi hỏi phải có hợp đồng, điều này khiến các công ty sản xuất kim loại bị ràng buộc vào một thỏa thuận tài chính ít mang lại sự linh hoạt. Ngoài ra, trong nhiều trường hợp, cơ sở vận hành càng xa nhà cung cấp khí đốt, thì giá khí đốt càng đắt.
Việc tiêu thụ nitơ tăng lên cũng đặt ra câu hỏi liệu hệ thống đường ống của một cơ sở có thể đáp ứng lượng khí mới hay không. Việc nối lại toàn bộ cơ sở hạ tầng có thể được yêu cầu khi tăng kích thước của các bồn chứa số lượng lớn.
Sau khi đầu tư vào một máy cắt laser công suất cao mới bao gồm tự động hóa xử lý vật liệu và phân loại phụ tùng, bất kỳ nhà chế tạo kim loại nào cũng sẽ thể hiện sự quan tâm đến việc cố gắng giảm thiểu chi phí chạy laser liên tục. Đó là lý do tại sao nhiều người trong số họ tỏ ra quan tâm đến máy phát nitơ như một phần của tổ hợp thiết bị khi họ áp dụng công nghệ cắt laser công suất cao.
Báo cáo tình trạng: Tạo nitơ
Sản xuất nitơ không phải là mới đối với lĩnh vực chế tạo kim loại, nhưng nó đang được chấp nhận rộng rãi hơn. Nhiều cửa hàng có thể đã từng nghi ngờ về công nghệ này và nhận thấy các thùng chứa rời hoặc sương mù truyền thống đáng tin cậy hơn. Ngày nay, cơn khát nitơ của tia laser sợi quang công suất cao đang thay đổi bất kỳ nghi ngờ nào còn tồn tại thành sự quan tâm đầy đủ.
Các thiết bị tạo nitơ không thực sự tạo ra nitơ mà chiết xuất nó từ bầu khí quyển xung quanh. Nitơ chiếm khoảng 78% không khí mà con người hít thở, và ôxy chiếm khoảng 21%. Phần còn lại là argon và dấu vết của các khí khác như carbon dioxide và methane.
Về cơ bản có hai phương pháp tạo ra nitơ tinh khiết cao: màng và hấp phụ xoay áp. Trong quá trình màng, khí chảy qua một tập hợp các sợi rỗng; các phân tử oxy chảy qua bởi vì chúng nhỏ hơn lỗ chân lông của sợi, và các phân tử nitơ, lớn hơn lỗ chân lông, di chuyển đến tia laser (xem Hình 1 ).
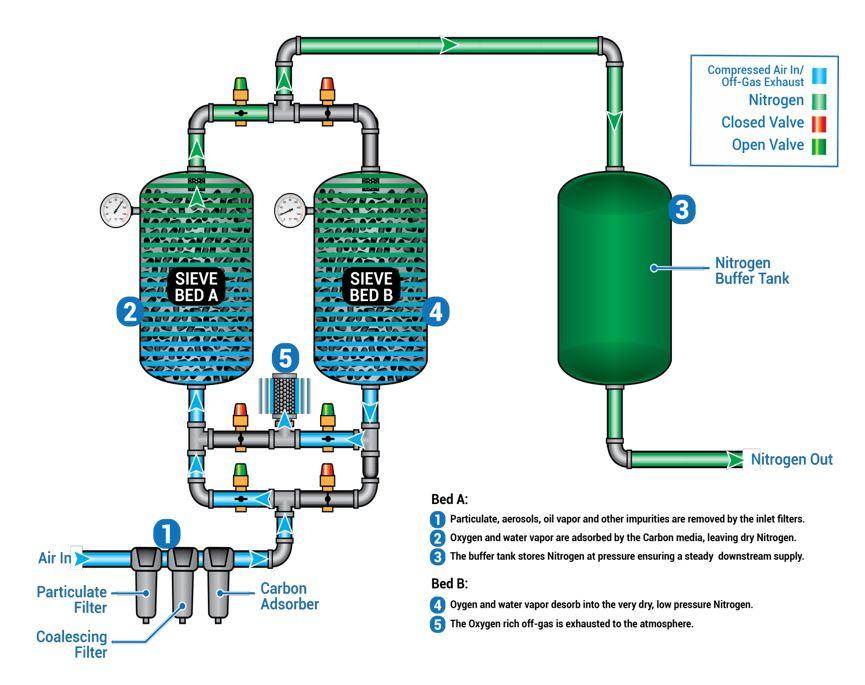
Hấp phụ xoay áp suất bao gồm một thiết lập hai bể với một sàng phân tử carbon trên cả hai bể để bẫy các phân tử oxy. Khi một bể chứa oxy, sàng cho phép các phân tử nitơ đi theo phương thẳng đứng sang bể thứ hai. Khi thùng thứ nhất không còn có thể hấp thụ các phân tử oxy bổ sung nữa, sự thay đổi áp suất xảy ra giữa hai thùng, với thùng thứ hai trở nên có áp suất và thùng thứ nhất đẩy hết lượng oxy của nó. Sau đó, bể đầu tiên được đổ đầy nitơ, và chu trình phân tách lại bắt đầu. Toàn bộ quá trình ở trạng thái cân bằng không đổi (xem Hình 2 ).
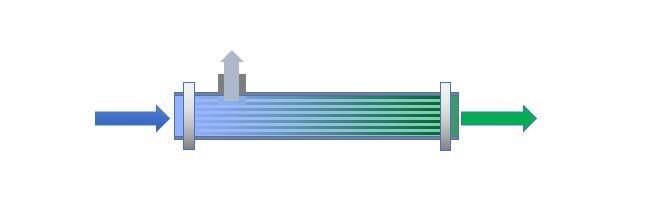
Hình 1. Quá trình màng tạo nitơ tập trung vào việc dòng khí đi qua tập hợp các sợi rỗng. Các phân tử oxy chảy qua các sợi vì chúng nhỏ hơn lỗ chân lông của sợi và các phân tử nitơ, lớn hơn lỗ chân lông, đi qua máy cắt laser.
Hiện nay, phương pháp hấp phụ dao động áp suất là phổ biến nhất để tạo nitơ cho quá trình cắt laser. Nó có thể tạo ra khí nitơ rất tinh khiết và cung cấp tốc độ dòng chảy mạnh ở áp suất cao hơn cho những máy cắt laser yêu cầu chúng.
Nhập hỗn hợp khí
Trong những năm gần đây, rất nhiều nghiên cứu đã được thực hiện với việc trộn khí – thêm một loại khí khác vào nitơ trong quá trình cắt laser. Động lực chính là tăng tỷ lệ cắt giảm; ý tưởng là sự hiện diện của một số oxy có thể làm tăng nhiệt độ cắt, do đó loại bỏ kim loại với tốc độ cao hơn. Điều này hoạt động trong nhiều trường hợp, nhưng không phải trong mọi trường hợp.
Một lợi ích mới được phát hiện gần đây của việc trộn khí là khả năng giảm gờ của sợi quang – gờ và rãnh ở mặt dưới của kim loại, đặc biệt là nhôm, xuất hiện sau khi kim loại được cắt bằng bất kỳ tia laser sợi quang công suất cao nào sử dụng khí trơ như nitơ . Gờ này là kết quả của việc làm nguội vật liệu quá nhanh khi nó bị đẩy qua bề mặt đáy và đúc lại trên các cạnh của biên dạng. Sự hiện diện của oxy trong hỗn hợp khí và dẫn đến sự gia tăng nhiệt độ cắt giúp giảm thiểu độ vênh đến mức nhiều nhà chế tạo kim loại có thể sống với kết quả cắt bằng laser và không phải lo lắng về việc mài mòn.
Kết quả của việc sử dụng loại hỗn hợp khí này có thể khá ấn tượng khi so sánh với việc sử dụng nitơ thẳng. Ví dụ, một thử nghiệm liên quan đến một tia laser sợi quang 6 kW cắt 0,375 inch. thép nhẹ tiết lộ rằng hỗn hợp khí gồm 97% nitơ và 3% oxy tạo ra tốc độ cắt 110 IPM, đây là một cải tiến rõ rệt so với 90 IPM chỉ sử dụng nitơ làm khí hỗ trợ.
Kết quả trở nên ấn tượng hơn với các máy có công suất cao hơn. Một tia laser sợi quang 10 kW xử lý cùng một loại vật liệu và sử dụng cùng một hỗn hợp khí đã đạt được tốc độ cắt cao tới 230 IPM. Sử dụng nitơ thẳng làm khí hỗ trợ laser, chiếc máy tương tự chỉ đạt 183 IPM.
Đó chỉ là hai ví dụ, nhưng các nhà chế tạo kim loại có thể mong đợi các cạnh chất lượng cao hơn, tăng tốc độ cắt và giảm tiêu thụ nitơ khi sử dụng các hỗn hợp khí này. Rõ ràng, kết quả sẽ khác nhau tùy thuộc vào máy cắt laser đang được sử dụng và các hỗn hợp tỷ lệ khí quy định.
Các nhà chế tạo kim loại lo lắng về quá trình oxy hóa các cạnh khi sử dụng hỗn hợp khí với oxy có quyền được quan tâm, nhưng họ cũng có thể ngạc nhiên. Một số nhà sản xuất kim loại đã phát hiện ra rằng các bộ phận được cắt bằng hỗn hợp khí 95% nitơ và 5% oxy đã chấp nhận một lớp sơn phủ đủ tốt và hoạt động tốt trong các thử nghiệm chống xước và thời tiết. Mặt khác, một số công ty sản xuất yêu cầu các bộ phận phải chịu thử nghiệm phun muối rộng rãi, trong đó các bộ phận được phun muối và nước trong thời gian dài, đã phát hiện ra rằng việc sử dụng hỗn hợp khí trong quá trình cắt laser đã mở ra nhiều trường hợp thử nghiệm thất bại hơn. . Một lần nữa, ứng dụng và kỳ vọng của người dùng sẽ thúc đẩy liệu việc sử dụng hỗn hợp khí này có hợp lý hay không.
Các hỗn hợp khí này được đưa đến máy cắt laser thông qua một hệ thống trộn khí theo yêu cầu, vừa có kích thước nhỏ vừa rẻ. Bộ trộn khí giúp dễ dàng quay theo tỷ lệ nitơ và oxy chính xác cho ứng dụng cắt.
Những máy trộn khí này được kết nối với hệ thống tạo nitơ và điển hình là sương mù áp suất cao của oxy. Việc cung cấp lượng lớn oxy thường không hoạt động cho thiết lập này vì áp suất nguồn cấp quá thấp. Áp suất cấp từ một trong các bình oxy này có thể là 145 PSI, không đủ khi so sánh với áp suất cấp 350 PSI từ hệ thống tạo nitơ. Nếu áp suất cấp oxy đầu vào nhỏ hơn 20 PSI so với áp suất cấp nitơ, nitơ sẽ thay thế oxy và dòng khí sẽ mất cân bằng. Các sương oxy áp suất cao giữ cho hỗn hợp khí đó ở trạng thái cân bằng chính xác.
Kích thước tổng thể của hệ thống tạo nitơ bao gồm hai phần chính: bộ phận tạo ra và các bể chứa. Đơn vị thế hệ chiếm khoảng 6 x 6 mét vuông và cao khoảng 8 ft. Các bể chứa, trông giống như một chồng bình khí nén, được xếp chồng lên nhau gần thiết bị phát điện, tăng thêm một vài feet cho diện tích tổng thể. Máy trộn khí theo yêu cầu có kích thước nhỏ so với: 2 x 2,5 ft và cao khoảng 3 ft.
Kích thước của thiết bị tạo nitơ khiến nó trở thành một ứng cử viên sáng giá để đặt nó phía trên máy cắt laser, chẳng hạn như trên gác lửng. Để tận dụng tối đa diện tích vuông hiện có, các cửa hàng đang tìm cách phát triển theo chiều dọc bất cứ nơi nào họ có thể với thiết bị hỗ trợ phụ trợ cho máy công cụ ngựa của họ. Hệ thống tạo nitơ là một ứng cử viên thích hợp cho cách tiếp cận này.
Tiến về phía trước
Nghiên cứu về trộn khí có thể sẽ tiếp tục khi máy cắt laser phát triển mạnh mẽ và các nhà chế tạo kim loại mở rộng tâm trí của họ về những gì có thể ngoài việc sử dụng nitơ tinh khiết làm khí hỗ trợ. Các công ty máy công cụ sẽ khám phá lượng oxy mà họ có thể giới thiệu cho một ứng dụng cắt giúp tăng tốc độ cắt và cải thiện các cạnh cắt mà không để lại quá nhiều bằng chứng về quá trình oxy hóa. Các công ty này cũng sẽ xem xét các loại khí thay thế để thêm vào hỗn hợp, đặc biệt là khi lượng titan và các kim loại đặc biệt khác tăng lên mà các nhà chế tạo đang được yêu cầu cắt giảm cho ngành công nghiệp vũ trụ thương mại đang phát triển.
Bất chấp tất cả những mặt tích cực liên quan đến việc tạo nitơ và hỗn hợp khí mới có sẵn trong các hệ thống này, một số nhà chế tạo kim loại vẫn đang tiếp tục cố gắng. Vốn đầu tư ban đầu có thể là một khoản thu, đặc biệt nếu phương pháp phân phối khí hiện tại và các bể chứa của họ hoạt động.
Đó là nơi mà các chủ sở hữu và người quản lý công ty này cần thay đổi quan điểm của họ. Sản xuất nitơ đại diện cho cơ hội để các nhà chế tạo kim loại cải thiện tốc độ sản xuất, đạt được sự chắc chắn về chi phí và thậm chí nâng cao chất lượng sản phẩm, với tiềm năng thấy được những cải tiến hơn nữa nhờ tiếp tục nghiên cứu trong ngành. Nó đang đến mức các nhà chế tạo không thể bỏ qua việc tạo nitơ nếu họ đang chạy máy cắt laser công suất lớn.