
Hàn MIG và TIG đều sử dụng hồ quang điện và khí che chắn để nối các kim loại khác nhau. Mặc dù bề ngoài chúng khá giống nhau nhưng mỗi loại đều có những đặc điểm nổi bật riêng.
Khi các phương pháp hàn không đủ khả năng tham gia các hợp kim nhôm và magiê vào những năm 1940, hàn khí trơ kim loại (MIG) và khí trơ vonfram (TIG) đã trở thành một giải pháp đột phá. Thành công này đã làm tăng sự phổ biến của nó trên khắp các ngành công nghiệp khác nhau cho đến ngày nay.
TIG ít xâm thực hơn và việc sử dụng vật liệu độn là tùy chọn, làm cho nó tốt hơn để sử dụng trên các kim loại mỏng. MIG cho phép thâm nhập tốt hơn trên các vật liệu dày hơn từ sự kết hợp của khí che chắn, nguồn điện và quy trình của nó.
Chúng ta hãy xem xét kỹ hơn cách hai trong số các phương pháp hàn phổ biến nhất đặt nhau.
So sánh quy trình hàn MIG và TIG
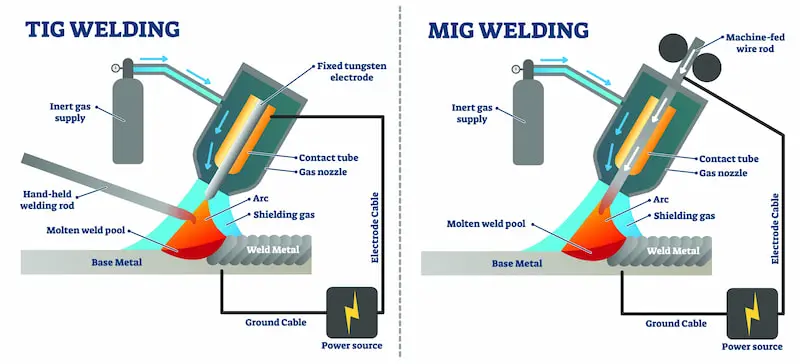
Hàn MIG hoặc hàn hồ quang kim loại khí (GMAW) sử dụng một điện cực tiêu hao để hàn hai miếng kim loại. Hàn TIG hoặc hàn hồ quang vonfram khí (GTAW) là một loại hàn điện sử dụng một điện cực không tiêu hao để nối các chi tiết gia công. Cả hai đều sử dụng dòng điện để đốt nóng khu vực hàn cho đến khi nó tạo thành mối nối kim loại nóng chảy.
Mặc dù hàn MIG và TIG chia sẻ một quy trình tương tự, nhưng có một số điểm khác biệt chính khiến mỗi loại trở nên độc đáo.
Những chi tiết tinh vi này có ảnh hưởng lớn đến đầu ra của mối hàn khi tổng hợp lại.
Điện cực
Sự khác biệt dễ nhận thấy nhất giữa hàn MIG và hàn TIG là ở việc sử dụng điện cực. Quá trình hàn MIG sử dụng một điện cực dây tiêu thụ được nạp liên tục để nối hai miếng kim loại. TIG sử dụng điện cực vonfram không tiêu hao với kim loại phụ riêng biệt.
Mặc dù bạn có thể thực hiện hàn MIG chỉ bằng một tay, nhưng hàn TIG yêu cầu bạn phải có mỏ hàn TIG trong một tay và vật liệu phụ trong tay kia.
Thanh phụ liệu cầm tay đôi khi gây phiền toái cho thợ hàn, nhưng nó cung cấp khả năng kiểm soát tốt hơn vì bạn có thể áp dụng chính xác vật liệu độn dọc theo hồ quang điện.
Khí che chắn
Hàn TIG chủ yếu sử dụng argon tinh khiết hoặc hỗn hợp với khí che chắn không phản ứng khác, chẳng hạn như heli hoặc nitơ, để tránh nhiễm bẩn.
Máy hàn MIG thường sử dụng hỗn hợp argon và carbon dioxide vì nó mang lại độ xuyên thấu cao hơn, phù hợp hơn với các vật liệu dày.
Một sự khác biệt chính giữa hàn MIG và TIG là tốc độ mà nó được đẩy ra trên mỏ hàn. Một thợ hàn MIG thường chạy khí của nó ở 35 đến 50 feet khối mỗi giờ, trong khi một súng hàn TIG yêu cầu lưu lượng khí ở 15 đến 25 feet khối mỗi giờ.
Mỏ hàn
Ngọn đuốc là thành phần chủ yếu chứa điện cực và khí che chắn. Đối với mỏ hàn MIG, điện cực có thể tiêu hao được, trong khi thợ hàn TIG sử dụng điện cực không tiêu hao với tùy chọn cấp vật liệu phụ riêng biệt.
Trong khi thiết bị hàn MIG và TIG có thể sử dụng cả mỏ hàn bằng nước và làm mát bằng không khí, mỏ hàn làm mát bằng nước được ưu tiên hơn cho thợ hàn TIG do tiềm năng nhiệt độ cao hơn.
Nguồn năng lượng
Một thợ hàn MIG sử dụng nguồn điện một chiều để tạo ra sự ổn định trong hồ quang điện cũng như cung cấp cho kim loại thâm nhập đủ.
Máy hàn TIG cung cấp tính linh hoạt cho các nguồn điện AC và DC. Việc lựa chọn sẽ khác nhau tùy thuộc vào kim loại để hàn, hồ quang điện mong muốn và lượng bắn tung tóe trong vũng hàn.
Vật liệu khác nhau – Phương pháp nào được ưa thích hơn?
Việc sử dụng các quy trình MIG và TIG khác nhau tùy thuộc vào tình huống. Để tìm những gì phù hợp với dự án của bạn nhất, điều quan trọng là phải xác định các tài liệu liên quan. Mặc dù hầu hết các kim loại có thể được hàn bằng cách sử dụng cả hàn MIG và TIG, nhưng vẫn có một số trường hợp nổi bật.
Thép không gỉ
Vì kim loại này được cấu tạo từ các hợp kim có độ dẫn điện thấp, nên nó giữ nhiệt trong thời gian dài hơn. Thép không gỉ hàn hồ quang đòi hỏi độ chính xác để tránh nóng chảy quá mức.
Hàn TIG là hoàn hảo vì nó có thể tạo ra các hạt nhỏ trong vũng hàn, tránh các khu vực quan trọng của kim loại. Tuy nhiên, một số sản xuất hàng loạt có thể được hưởng lợi từ hàn MIG.
Thép nhẹ và gang
Hàn MIG là một lựa chọn phổ biến để hàn thép nhẹ và gang vì nó dễ sử dụng, tạo ra mối hàn chắc chắn và có tỷ lệ lắng đọng cao. Mối hàn MIG không nhất thiết phải cung cấp các mối hàn đẹp, nhưng thường thì điều đó không quan trọng vì các kim loại này thường trải qua các quy trình phủ bề mặt khác nhau.
Nhôm

MIG vs TIG hàn nhôm
Điều quan trọng là giảm thiểu sự tiếp xúc của nhôm trần với không khí vì nó có thể phản ứng tạo thành nhôm oxit. Hàn TIG có thể tạo thành các hạt chính xác từ mỏ hàn là tối ưu để cắt qua lớp. Chạy nó trong AC cũng sẽ làm sạch oxit nhôm trên bề mặt.
Các kim loại khác như đồng và titan có thể được hàn bằng cách sử dụng cả hai quy trình nhưng TIG thường được ưa chuộng hơn đối với loại vật liệu mỏng hơn để đảm bảo mối hàn sạch và không bị bắn tung tóe.
MIG vs TIG – Ưu và nhược điểm của từng loại
Trước khi bạn quyết định chọn kỹ thuật hàn nào, hãy xem xét những ưu và nhược điểm của việc sử dụng hàn TIG và MIG cho dự án của bạn. Biết thông tin này sẽ không chỉ giúp bạn quyết định sử dụng cái nào mà còn giúp bạn trở thành một thợ hàn tốt hơn về tổng thể.
Hàn TIG
Ưu điểm
- Mối hàn TIG có chất lượng cao hơn.
- Chất liệu làm đầy là tùy chọn.
- Bàn đạp chân mang lại độ chính xác cao hơn.
- TIG cung cấp tính linh hoạt cho nhiều lựa chọn vật liệu.
Nhược điểm
- Bạn cần bề mặt kim loại sạch trước khi hàn.
- Đó là một quá trình hàn chậm.
- Nó đòi hỏi kỹ năng và kinh nghiệm để đạt được các mối hàn chất lượng cao.
- Một thợ hàn TIG đắt hơn với chi phí bảo trì bổ sung.
Hàn MIG
Ưu điểm
- Thời gian hàn nhanh hơn.
- Thiết bị hàn rẻ hơn và vật liệu của nó có sẵn.
- Dễ dàng hơn để tạo ra một mối hàn chắc chắn.
- Bạn có thể hàn ở những góc khó.
Nhược điểm
- Mối hàn MIG không chắc bằng mối hàn TIG.
- Khó kiểm soát hạt hàn hơn.
- Không có khả năng hàn các kim loại mỏng.
- Yêu cầu bảo vệ khỏi khói.
Ứng dụng hàn TIG và MIG
Độ dày
Hàn MIG thường là lựa chọn tốt nhất khi xử lý các kim loại dày hơn vì nó có độ thâm nhập cao cùng với dây cấp liệu được cung cấp vào vũng hàn. Nó hầu hết được sử dụng trong sản xuất bình chịu áp lực và trong ngành xây dựng.
Hàn TIG được ưu tiên cho các vật liệu mỏng, mỏng manh và dễ bị khuyết tật. Các ứng dụng của nó bao gồm các khớp nối ống, hàng không vũ trụ và chế tạo ô tô.
Thời gian chạy
Quá trình TIG thường ngắn, vì nó phù hợp nhất cho các dự án kỹ thuật. Để chạy lâu hơn, đặc biệt là trong sản xuất, quy trình MIG thường được lựa chọn. Loại thứ hai được ưu tiên hơn vì ít phức tạp hơn và chi phí tổng thể thấp hơn.
Tính thẩm mỹ
Máy hàn TIG phù hợp hơn cho các dự án yêu cầu kiểm soát nhiệt đầu vào của chúng. Dễ dàng đạt được các hạt nhất quán trong vũng hàn bằng cách sử dụng kỹ thuật hàn này. Điều này là hoàn hảo cho các tác phẩm nghệ thuật, dự án và sửa chữa xe hơi.
Chúng tôi thường sử dụng hàn MIG để hàn nhanh khi các lớp hoàn thiện thẩm mỹ không được ưu tiên. MIG cũng được chọn nếu kim loại trải qua quá trình sơn phủ hoặc xử lý sau .
Góc / Phạm vi tiếp cận
Máy hàn TIG được điều khiển thông qua bàn đạp chân của nó, phù hợp nhất với các góc và lĩnh vực dễ tiếp cận. Điều này được áp dụng nhiều nhất trong công việc trên băng ghế hoặc cửa hàng, nơi vật liệu ở một góc thoải mái.
Thợ hàn MIG được ưu tiên khi hàn ở những góc khó vì bạn có một bàn tay rảnh để cầm và kiểm soát vật liệu cần hàn.
Môi trường
Vì cả hàn TIG và MIG đều sử dụng khí che chắn nên mong muốn hàn trong môi trường được kiểm soát, tốt nhất là trong nhà hoặc những nơi ít gió.
Trong những điều kiện không thể tránh khỏi, bạn có thể chọn sử dụng dây hàn có từ thông. Từ thông phản ứng với hồ quang tạo thành khí che chắn bảo vệ mối hàn. Bạn cần điều chỉnh một số thông số máy để điều này hoạt động và xem xét xỉ mà nó để lại.
Thợ hàn có kinh nghiệm
Hàn MIG dễ học hơn với quy trình đơn giản của nó. Một người mới bắt đầu có thể dễ dàng tạo ra những hạt tốt cho một dự án. Hàn TIG đòi hỏi kỹ năng và kinh nghiệm cao hơn vì nó mang lại tính linh hoạt hơn trong việc hàn.
Kiến thức về cả hai sẽ giúp bạn có lợi thế trong việc lựa chọn quy trình hàn phù hợp khi thực hiện các dự án khác nhau.
Tự động hóa
Tiến bộ công nghệ cho phép robot tạo ra các mối hàn MIG và TIG trong sản xuất và lắp ráp. So với hàn thủ công, rô bốt có thể tạo ra các mối hàn đồng nhất, chính xác với tốc độ nhanh chóng.
Sự kết luận
Các thợ hàn thường tranh luận về giá trị của hàn MIG và TIG. Cả hai đều có ưu và khuyết điểm, nhưng cả hai đều có thể được coi là “tốt hơn” so với cái còn lại.
Chúng tôi thường khái quát hàn MIG là nhanh hơn và dễ học hơn, trong khi hàn TIG tạo ra mối hàn chất lượng cao hơn. Tuy nhiên, cả hai câu lệnh này đều có thể có ngoại lệ và sự lựa chọn thực sự phụ thuộc vào dự án bạn đang thực hiện.
Một số yếu tố luôn phải được xem xét khi thực hiện một dự án hàn cụ thể: loại vật liệu, số lượng, chi phí, thiết bị, nhu cầu sau gia công, v.v.
Cho đến ngày nay, cả hai quy trình hàn đều phổ biến và được sử dụng rộng rãi. Chúng ta có thể dự đoán những tiến bộ sáng tạo sẽ xuất hiện trong những thập kỷ tới.
Công Ty Cổ Phần Thiết Bị và Giải Pháp Cơ Khí Automech – nhà cung cấp các dòng máy gia công kim loại tấm, hàn laser, giải pháp tự động từ những nhà cung cấp nổi tiếng JFY – member of TRUMPF group, Han’s laser, EKO, Yadon, ABB…. Automech đã hợp tác với nhiều đối tác thương mại lớn ở trong và ngoài nước nhằm phục vụ nhu cầu sản xuất đa dạng. Hệ sinh thái sản phẩm đa dạng cùng mức giá hợp lí là điểm cộng to lớn giúp Automech ngày càng chiếm được lòng tin của khách hàng.