
Thao tác và định hình chùm tia đẩy quá trình hàn laser về phía trước
Công nghệ hàn laser tiến một bước gần hơn đến hoạt động hoàn toàn tự chủ
Ngành công nghiệp chế tạo kim loại vẫn chưa đạt được công nghệ hàn laser hoàn toàn tự chủ, nhưng đó là một lý tưởng đáng để phấn đấu. Hãy tưởng tượng một phôi được cố định và sẵn sàng để hàn laser. Hệ thống robot không có chương trình hàn laser điển hình. Trên thực tế, tất cả những gì nó thực sự có là một mô hình máy tính của các bộ phận trong tay và hướng dẫn số lượng đó để “hàn cái này”.
Hệ thống lấy từ một cơ sở dữ liệu khổng lồ về các loại vật liệu, độ dày, cấu hình chung và các biến số khác. Được trang bị trí thông minh nhân tạo và quy trình hàn laser có khả năng thích ứng cao, hệ thống bắt đầu hoạt động và chỉ trong vài phút là có thể tạo ra mối hàn hoàn hảo — mọi lúc.
Liệu ước mơ này có bao giờ trở thành hiện thực? Không ai có thể nói vào thời điểm này, nhưng đó là một lý tưởng đáng để phấn đấu. Để đạt được mục tiêu đó, các nhà khoa học và kỹ sư về quang tử đã làm cho việc hàn laser có thể điều khiển và thích ứng hơn bao giờ hết. Và trong nhiệm vụ hoàn thiện mối hàn laser này, việc định hình và chế tác chùm tia tiếp tục đóng một vai trò quan trọng.
Mức độ tự động hóa
Để hiểu ý nghĩa thực sự của việc định hình và điều khiển chùm tia trong hàn laser, hãy xem xét cách quy trình phù hợp với bối cảnh rộng lớn hơn của sản xuất tự động. Bạn có thể nghĩ về mức độ tự động hóa hàn laser giống như các bước lặp lại mà ngành công nghiệp ô tô đã thực hiện (và tiếp tục thực hiện) để phát triển trải nghiệm lái xe hoàn toàn tự động (xem Hình 1).
Ở Mức 0, tự động hóa không có quyền tự chủ. Một người nào đó cần lái xe và bảo dưỡng xe, cũng giống như một kỹ sư hoặc kỹ thuật viên cần lập trình laser. Chiếc xe cần được đưa ra hướng; hệ thống laser yêu cầu phát triển quy trình và hướng dẫn chi tiết.
Cấp độ 1 giới thiệu hệ thống kiểm soát hành trình, hỗ trợ làn đường cấp độ 2 và cấp độ 3 có phanh tự động và các cấp độ tự động hóa có điều kiện khác, theo đó người lái xe được hỗ trợ nhưng phải sẵn sàng kiểm soát mọi lúc. Các cấp độ từ 0 đến 3 mô tả hiệu quả trạng thái hiện tại của hàn laser trong hầu hết các môi trường sản xuất. Các kỹ sư và lập trình viên kiểm tra các thông số ứng dụng và thiết kế một tế bào hàn xung quanh chùm tia laser với quang học cố định, tương tự như cấp 0. Ở đầu trên của phổ xử lý, tia laser được kết hợp với bộ theo dõi đường may thời gian thực cho phép hệ thống điều chỉnh một số đường hàn nhất định các thông số như tốc độ di chuyển — tương tự như phanh tự động của ô tô ở cấp độ 3.
Không nghi ngờ gì, các kỹ sư hàn tiếp tục đẩy phong bì. Nhưng khi nói đến bản thân hệ thống laser – cả nguồn laser và quang học – thì khả năng thích ứng trong thời gian thực bị hạn chế. Chẳng hạn, laser có thể “tự động hãm” để tăng độ xuyên thấu, nhưng đối với một số ứng dụng, việc làm chậm tốc độ di chuyển (và tăng nhiệt đầu vào) có thể ảnh hưởng xấu đến mối hàn. Mức độ kiểm soát tốt hơn có thể giúp hàn laser hoàn thành nhiều hơn và đưa quy trình gần hơn một chút đến lý tưởng hàn thông minh, thích ứng và tự động đó.
Thao tác và định hình chùm tia
Thao tác và tạo hình tia đã có từ nhiều năm trước, và một trong những hình thức lâu đời nhất là kỹ thuật điểm đôi. Chùm tia ló ra từ cáp phân phối sợi quang và qua một sợi quang chuẩn trực, giống như bất kỳ thiết lập laser trạng thái rắn nào. Nhưng trước khi chùm tia tới thấu kính hội tụ, một quang hình nêm sẽ gửi một phần chùm tia theo một góc để tạo ra điểm thứ hai. Theo cách sắp xếp này, chùm tia sơ cấp và thứ cấp phân chia năng lượng laser.
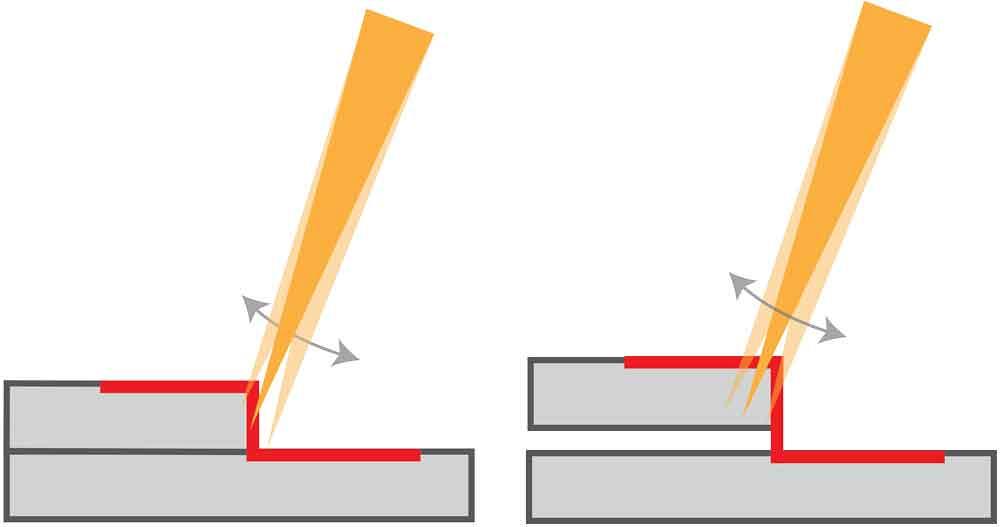
Trong một số trường hợp, điểm thứ cấp có thể được thiết kế để có năng lượng xử lý bằng một nửa tổng thể. Tuy nhiên, trong một ứng dụng hàn laser điển hình, điểm chính có khoảng 80% năng lượng xử lý trong khi điểm thứ cấp có 20% (trong hầu hết các trường hợp, điểm thứ cấp có ít hơn 20% năng lượng xử lý có thể trở nên không ổn định). Một lần nữa, điều này có thể được tinh chỉnh cho ứng dụng (xem Hình 2).
Bất kể thiết lập chính xác là gì, một điểm thứ cấp có thể giới thiệu một loạt các khả năng hàn laser. Trong cấu hình “chạy trước”, vị trí phụ chạy trước vị trí chính. Theo cách sắp xếp này, điểm thứ cấp có thể làm sạch đầu đường dẫn của chùm tia xử lý, một lựa chọn tốt để vượt qua những thách thức từ sự không hoàn hảo trên bề mặt và để chống lại các tác động bất lợi do thoát khí trong vật liệu tráng. Trong các cấu hình chạy trước khác, điểm thứ cấp có thể đóng vai trò làm nóng sơ bộ. Trong cấu hình theo sau, điểm thứ cấp có thể đóng vai trò xử lý nhiệt sau hàn, kiểm soát tốc độ làm mát và đông đặc của vũng hàn để giảm thiểu sự gián đoạn và cho phép thời gian để tạp chất thoát ra khỏi vật liệu nóng chảy.
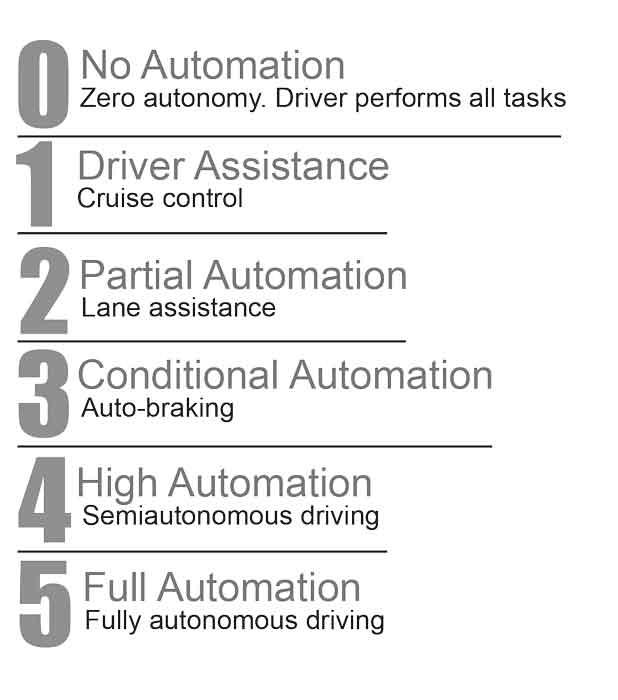
Hình 1 Sự phát triển phương tiện tự lái đóng vai trò là một phép tương tự tốt để minh họa hành trình của tia laser công nghiệp hướng tới hoạt động hoàn toàn tự động.
Một dạng định hình khác của chùm tia là dao động chùm, trong đó quang học dao động chùm tia để phân phối năng lượng (nhiệt) theo những cách có lợi (xem Hình 3). Trong thiết lập hàn lỗ khóa, điều này có thể cho phép một điểm tạo ra lỗ khóa rất nhỏ (chẳng hạn như dưới 0,4 mm) làm tan chảy một biên dạng phi lê lớn một cách nhanh chóng và hiệu quả. Bạn có được diện tích thâm nhập rộng hơn mà không cần sử dụng đến việc làm mờ chùm tia thường được yêu cầu trong hàn laser chế độ dẫn.
Dao động cũng có thể giúp thu hẹp khoảng cách giữa các vật liệu cơ bản trong các khớp nối kém hoàn hảo. Tất nhiên, hàn laser vẫn đòi hỏi sự phù hợp phôi cực kỳ tốt, nhưng dao động chùm ít nhất đã giúp giảm bớt các yêu cầu lắp ráp nghiêm ngặt mà những người sử dụng sớm đã phải đối phó trong nhiều thập kỷ trước (xem Hình 4).
Hình 4 Dao động tia trong hàn laser có thể giúp thu hẹp khoảng cách giữa các phôi
Kỹ sư hàn có thể điều chỉnh một số thông số dao động của chùm tia. Ví dụ, chúng có thể thay đổi biên độ và tần số dao động. Trong bối cảnh này, biên độ và tần số liên quan đến hình dạng của sóng sin được tạo ra bởi đường đi của điểm laser khi nó truyền về phía trước dọc theo khớp, như thể hiện trong Hình 3.
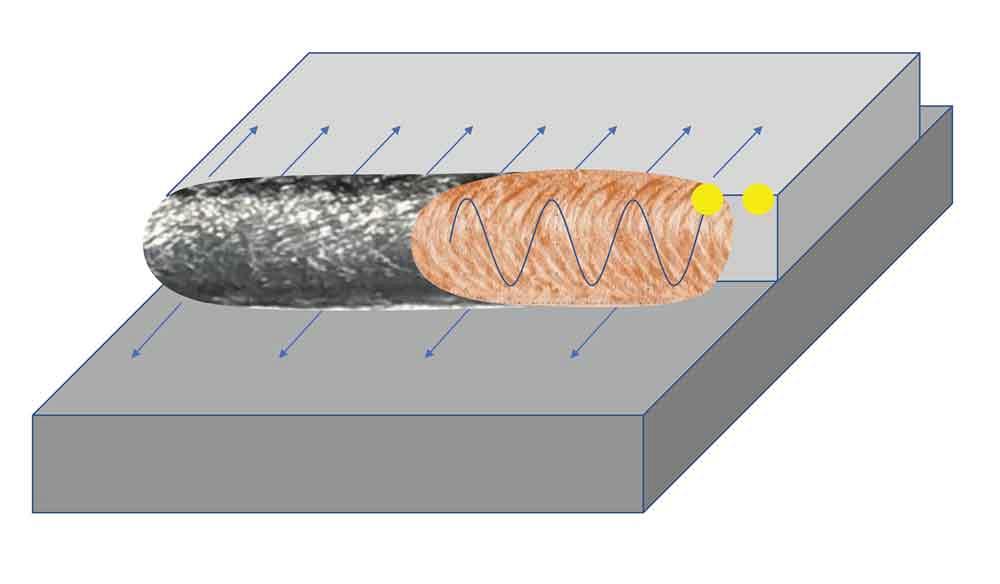
Hình 3 Kỹ thuật định hình chùm dao động chùm này được sử dụng trong thiết lập điểm đôi để giảm thiểu hiệu ứng thoát khí trên vật liệu phủ. Sóng hình sin cho biết đường dao động mà các điểm này thực hiện khi chúng truyền qua mối hàn.
Tần số là một hàm của tốc độ di chuyển của đầu xử lý. Khi truyền đi chậm lại và tốc độ dao động không đổi, chùm tia dao động càng nhiều lần trong một khoảng cách ngắn hơn, do đó tần số tăng lên. Biên độ thiết lập chiều rộng của đường dẫn (hoặc chiều rộng quét) và được điều khiển bởi quang dao động.
Mặc dù vậy, dao động tia không thể tự giải quyết mọi vấn đề hàn. Hãy xem xét cấu hình phi lê lòng trong Hình 5, trong đó cho thấy một ứng dụng hàn chùm tia laser từ xa liên quan đến nhôm, một vật liệu nhạy cảm với nhiệt. Công suất chùm tia không đổi, nhưng khi chùm tia dao động, mức độ xuyên qua mối hàn thay đổi. Kích thước điểm chùm tia nhỏ và cấu hình năng lượng cao, do đó khả năng xuyên thấu của nó khác nhau đáng kể tùy thuộc vào chính xác vị trí tâm điểm tại một thời điểm nhất định trong chu kỳ hàn. Và việc điều chỉnh biên độ dao động và tốc độ di chuyển (tần số dao động) chỉ có thể đáp ứng được rất nhiều.
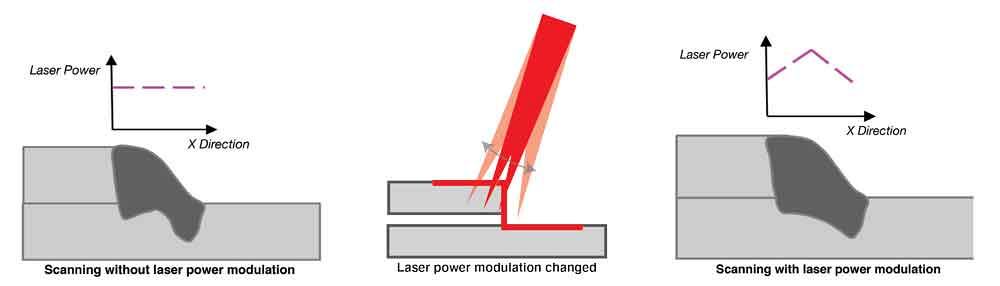
Hình 5 Đồng bộ hóa điều chế công suất laser với dao động giúp định hình một biên dạng thâm nhập lý tưởng
Đây là nơi mà một công nghệ định hình chùm tia khác có thể giúp ích cho bạn. Nó được gọi là điều chế năng lượng laser tạm thời. Một lần nữa, đường đi của một điểm dao động có thể được xem như một sóng hình sin, và bây giờ công suất của chùm tia laser có thể thay đổi khi nó truyền dọc theo nó. Điều chỉnh công suất khi điểm truyền từ đỉnh đến đáy dọc theo sóng hình sin đó có thể giúp định hình và hoàn thiện hồ sơ xuyên thấu của mối hàn. (Công suất thường thay đổi tới bốn lần từ đỉnh đến đáy của một sóng sin; về mặt lý thuyết, nó có thể được điều chỉnh thường xuyên hơn, nhưng cố gắng thực hiện những điều chỉnh nhỏ như vậy thường tạo ra những lợi ích không đáng kể.)
Hãy xem xét Hình 5 một lần nữa. Trên chiều rộng quét nghĩa là khoảng cách từ đỉnh đến đáy trong dao động; Ví dụ như 2 mm — độ xuyên thấu thay đổi nếu công suất laser không đổi. Độ xuyên thấu của mối hàn bắt đầu mạnh ở đỉnh, giảm dần khi nó truyền xuống dưới sóng hình sin, sau đó tăng trở lại khi nó đến gần đáy trước khi chùm dao động theo hướng khác.
Thêm điều chế năng lượng laser và câu chuyện thay đổi. Công suất laser tăng lên khi nó di chuyển xuống dưới sóng hình sin và sau đó giảm khi đến đáy (ngón chân của miếng phi lê). Kết quả: một hồ sơ xuyên thấu của mối hàn nhất quán. Tính nhất quán này có thể làm cho quy trình trở nên đáng tin cậy và linh hoạt hơn, ngay cả khi đối mặt với những mâu thuẫn vật chất.
Việc định hình chùm tia cũng xảy ra ở nguồn laser. Ngày nay, các nhà sản xuất cung cấp laser có thể được “điều chỉnh” theo cấu hình phân phối năng lượng cụ thể có các thuộc tính của cấu hình gaussian, cấu hình vòng và thậm chí kết hợp cả hai – để mang lại lợi ích cho một ứng dụng cụ thể. Trên thực tế, một số tế bào hàn laser tiên tiến ngày nay thực sự kết hợp các chùm tia “điều chỉnh được” có thể thích ứng này với các kỹ thuật tạo hình và thao tác khác, bao gồm cả điều biến công suất laser.
Cấp độ tiếp theo: Theo dõi và kiểm tra
Các quy trình tiên tiến như vậy có thể thích ứng vô cùng, nhưng chúng vẫn cần sự can thiệp thủ công để điều chỉnh các thông số. Đây là nơi theo dõi và kiểm tra bước vào hình ảnh.
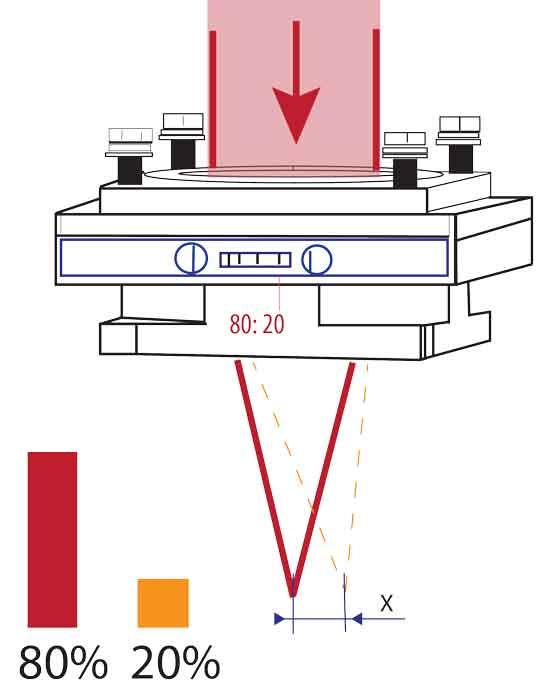
Hình 2 Trong kỹ thuật điểm đôi, một điểm thứ cấp hàng đầu có thể được sử dụng để làm sạch hoặc làm nóng sơ bộ.
Hình dung ra một thiết lập trong đó một bộ theo dõi đường may dẫn chùm tia xử lý, sau đó một vạch tia laser LED sẽ kiểm tra đường hàn được làm nguội. Một camera đồng trục thực hiện tất cả việc thu nhận hình ảnh để theo dõi và kiểm tra. Công nghệ như vậy đưa quá trình hàn laser lên tự động hóa cấp độ 4 trong Hình 1 — một thiết lập bán tự động. Chiếc xe tự lái, nhưng người lái xe có quyền tự do vượt qua. Trong bối cảnh hàn laser, bộ theo dõi đường may “điều khiển” quá trình. Sự dao động của chùm tia được đồng bộ hóa với sự điều biến công suất laser để kiểm soát đầu vào nhiệt. Nó cũng giúp làm cho quá trình thích nghi. Trong một số ứng dụng phi lê, quá trình quét thích ứng và điều chế công suất laser có các khoảng trống bắc cầu có độ dày gần bằng một nửa độ dày của kim loại cơ bản mỏng hơn (thường là trên cùng) (xem Hình 6).
Các phiên bản mới nhất của công nghệ này là hai chiều. Nghĩa là, các vạch LED ở hai bên của vũng hàn hoạt động thay đổi vai trò theo dõi đường may (trước khi hàn) hoặc kiểm tra (sau khi hàn) phụ thuộc vào hướng di chuyển. Trong một số ứng dụng, điều này có thể giúp rút ngắn đáng kể thời gian chu kỳ.
Đóng khoảng cách ở cấp độ 5
Ở cấp độ cơ bản nhất, định hình chùm tia chỉ đơn giản là cung cấp cho các kỹ sư nhiều “nút bấm để xoay” hơn để tinh chỉnh quy trình hàn laser. Mục đích cuối cùng là để các nút đó tự quay. Giúp theo dõi và kiểm tra, và khi càng thu thập được nhiều dữ liệu, quy trình sẽ càng trở nên thông minh hơn.
Đây là vị trí của chúng ta ngày nay, trên con đường đạt đến cấp độ 5, tại thời điểm đó, việc hàn laser trở nên thực sự tự chủ. Nhiều ứng dụng đang bắt đầu cung cấp dữ liệu lên đám mây, nơi các tập dữ liệu khổng lồ cuối cùng có thể biến việc hàn laser tự động dựa trên AI trở thành hiện thực.
Tất nhiên, ngành này vẫn chưa đạt đến cấp độ 5. Một số hạn chế là vật lý, như mối hàn trong không gian hạn chế khiến các kỹ thuật theo dõi, giám sát và kiểm tra thông thường không đủ. Và đó chỉ là một ví dụ. Biến chứng rất nhiều.
Dù sao đi nữa, lý tưởng “tự chủ hoàn toàn ở cấp độ 5” là điều đáng để phấn đấu. Và xét đến mức độ phát triển của laser công nghiệp trong 20 năm qua, ngành công nghiệp có thể đạt được cấp độ 5 – hoặc ít nhất là tiến rất gần đến nó – trong một tương lai không xa.