
Nền tảng công nghiệp 4.0 cung cấp khả năng tích hợp cho các sản phẩm dạng ống
Nền tảng đơn và kết nối kỹ thuật số giúp cải thiện năng suất và hiệu quả chế tạo ống
Nhiều nhà chế tạo ống sử dụng một nền tảng lập trình khác nhau cho mỗi máy, điều này dẫn đến một số hoạt động không hiệu quả cụ thể. Việc kết nối hai hoặc nhiều quy trình với nhau bằng cách sử dụng nền tảng công nghệ Công nghiệp 4.0 cung cấp một hoạt động liền mạch trong lập trình, chế tạo và xác thực quy trình.

Tối ưu hóa năng suất và làm việc hiệu quả có thể mâu thuẫn với nhau và khi các quy trình sản xuất ngày càng trở nên phức tạp hơn, có thể ngày càng khó thực hiện cả hai mục tiêu này. Đối với một số nền tảng chẳng hạn như cắt, uốn và hàn bằng tia laser khiến nhiều biến số thậm chí còn trở nên khó khăn hơn để quản lý. Nếu có thể, việc sử dụng một nền tảng phần mềm duy nhất để lập trình nhiều loại máy có thể là một động lực lớn cho năng suất và hiệu quả.
Thu chống khoảng cách giữa ống laser và ống uốn theo cách truyền thống rất cồng kềnh. Điểm mấu chốt của vấn đề là thiếu công nghệ nền tảng liên kết, bắt đầu từ thiết kế giai đoạn và sản phẩm thiết lập. Không có bất kỳ dữ liệu nào được chia sẻ, các phần sửa chữa và bù đắp bắt buộc được xử lý theo cách thủ công, sử dụng phương pháp thử và sai. Quá trình này có thể bị mất nhiều lần lặp lại, đặc biệt là khi các bộ phận trở nên phức tạp hơn.
Cách tiếp cận này hy sinh năng suất và làm tăng đáng kể chi phí sản xuất. Bên cạnh độ phức tạp của bộ phận, việc thay đổi bpart tăng lên (như trong môi trường sản xuất hỗn hợp cao) cũng làm cho quá trình chế tạo trở nên khó khăn hơn, vì các bước đo lường và hiệu chỉnh thủ công phải được lặp lại nhiều lần cho mỗi quá trình và mỗi biến thể vật liệu.
Phá vỡ quy tắc
Trước khi quá trình uốn bắt đầu, người lập trình hoặc người vận hành máy phải tính toán hoặc ước tính độ dài thẳng ban đầu của ống bằng tay cho quá trình cắt. Quá trình uốn có thể gây ra sự kéo dài, phát triển hướng tâm và hồi phục trên phôi. Đến lượt nó, những điều này ảnh hưởng đến kích thước cuối cùng và các tính năng vị trí của bộ phận và các lỗ được xử lý trước. Khi một ống hoặc đường ống bị uốn cong, thành bên ngoài kéo dài và mỏng dần tại điểm tiếp tuyến của chỗ uốn cong. Đồng thời, bức tường bên trong trở nên dày hơn và bị nén nhiều hơn.

Do đó, hiểu và quản lý mức độ biến dạng vật lý là quan trọng để đạt được chất lượng bộ phận mong muốn. Tuy nhiên, độ phức tạp của bộ phận và các đặc tính của vật liệu khiến việc đo lường chính xác ảnh hưởng của việc uốn cong lên phôi là khó khăn khi chỉ sử dụng các phép tính thủ công. Với phương pháp thủ công, truyền thống, người vận hành máy phải đo phần uốn cong và các vị trí lỗ sau khi uốn và điều chỉnh chiều dài phần ban đầu và các vị trí lỗ. Quá trình này có thể phải được lặp lại nhiều lần trước khi đạt được kết quả mong muốn. Ngoài ra, việc thiếu tính lặp lại của quy trình, phụ thuộc vào hoạt động uốn, làm cho công việc này càng trở nên cồng kềnh hơn.
Nói chung, khi bán kính trở nên chặt chẽ hơn, vật liệu sẽ giãn ra nhiều hơn. Trong một số trường hợp, việc lựa chọn vật liệu được quyết định bởi mức độ giãn dài dự kiến. Ví dụ, thép không gỉ có độ giãn dài tối đa cao hơn các loại thép khác. Tuy nhiên, với các phương pháp truyền thống, mức độ giãn dài dự kiến chủ yếu được tính toán theo quy tắc ngón tay cái và các hiệu chỉnh được thực hiện bằng thử và sai, đặc biệt khi hình học của bộ phận phức tạp hơn. Do đó, có thể cần phải lặp lại phép tính nhiều lần trước khi đạt được kết quả mong muốn.
Để giảm thiểu mức độ sai lệch, nhu cầu thị trường buộc các nhà sản xuất phải tìm ra các phương pháp tiên tiến để quản lý hiệu quả tất cả các biến số của quá trình giữa thiết kế bộ phận và các bộ phận hoặc cụm sản xuất.
Thay đổi cấu trúc phần mềm
Những tiến bộ công nghệ trong giao tiếp giữa máy và máy, hệ thống internet (iIoT) và máy học đã tạo ra một phương pháp để các cụm hoặc mô hình bộ phận đơn lẻ được nhập trực tiếp vào phần mềm laser ống và được quản lý trong cùng một môi trường trên các nền tảng đa xử lý . Phương pháp này loại bỏ các tính toán thủ công, các quy tắc thông thường và phỏng đoán thường dẫn đến các sửa chữa thử và sai.
OLP, CAD / CAM. Để bắt đầu quy trình, mô hình 3D của một ống uốn cong hoặc cụm khung được nhập trực tiếp vào phần mềm laser ống. Mô-đun CAD của phần mềm tạo ra chiều dài thẳng theo lý thuyết của ống.
Phần mềm thiết lập ngoại tuyến (OLP) sử dụng thuật toán trích xuất tính năng để xác định kích thước và vị trí của các đoạn uốn và tự động mở mô hình uốn từ một đường ống, đồng thời duy trì các thuộc tính và tính năng của bộ phận theo thuyết thiết kế. Sau đó, phần mềm tạo ra hai chương trình NC: một chương trình cho tia laser và một chương trình khác dành cho ống uốn, chương trình này có thể được truyền qua cục bộ hoặc toàn bộ mạng cho cả hai máy. Điều này giúp người vận hành máy hoặc cài đặt máy tính bảng theo cách uốn cong và nhập họ vào ống uốn điều khiển hoặc nhập mô hình 3D vào ống uốn và xác định lại chế độ uốn.
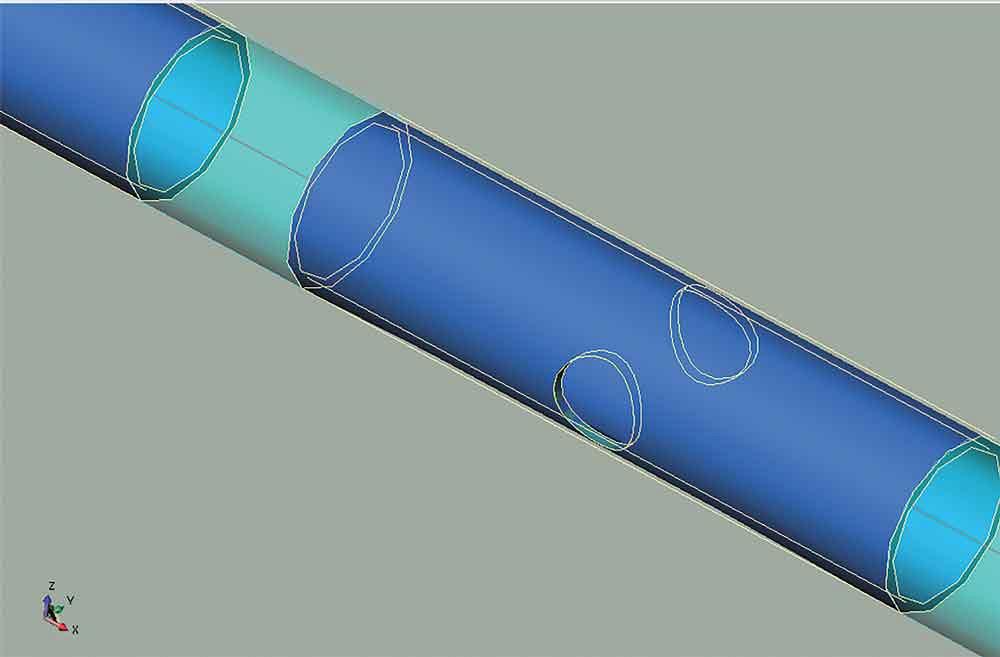
Hai lỗ hổng được đưa vào bản vẽ của thành phần này. Một thông tin laser loại thường có thể tạo ra các điểm đặc biệt với độ chính xác và dung sai về độ khó có thể tương ứng được.
Hơn nữa, các hệ thống tiên tiến cung cấp một phương pháp mạnh mẽ để đóng vòng giao tiếp giữa hai quy trình bằng cách tìm uốn bù dữ liệu tải từ máy uốn và cung cấp dữ liệu cho cắt laser quy tắc, ở máy hoặc ở OLP phần mềm. Người sử dụng có thể chọn thông tin truy cập tại máy laser hoặc tại OLP phần mềm, dựa trên sản xuất yêu cầu.
Offset. Phần mềm uốn sẽ tự động hồi phục độ tính toán, tâm hướng tăng trưởng và độ giãn dài, dựa trên dữ liệu bảng được lưu khi mới thiết lập công cụ.
Các tích hợp quy tắc sử dụng nền tảng Công nghiệp 4.0 có lợi thế tinh tế nhưng quan trọng hơn các hệ thống truyền thông. Công cụ tính toán có thể được loại bỏ thông qua hợp tác hệ thống. Ví dụ, các phương thức truyền thông hồi lưu bù đắp chỉ xem qua góc uốn cong. Chúng tôi không giải thích cho sự phát triển và kéo dài hướng tâm.

Bù lại dữ liệu được chuyển đổi trở lại tia laser (trực tuyến hoặc ngoại tuyến) qua mạng, cho phép người thực hiện hoặc không thực hiện. Trước khi quá trình cắt bắt đầu, lỗ hổng vị trí được bù đắp bằng lượng kéo giãn được liên kết tính toán đến uốn cong vị trí và chiều dài của chi tiết cũng được điều chỉnh để phù hợp với kích thước được định sẵn bởi máy ống uốn.