
Laser đã thay đổi các quy tắc chế tạo kim loại như thế nào
Sử dụng chùm tia laser để cắt thành công nhôm và các vật liệu màu khác
Tia laser sợi quang đã thay đổi trò chơi cắt laser, không chỉ vì tốc độ mà còn cả bước sóng. Bước sóng 10,6 micron của chùm tia laser CO 2 đã có nhiều thập kỷ thành công kể từ khi ngành công nghiệp cắt laser ra đời, nhưng khi nói đến vật liệu màu, hệ số phản xạ quang học lại đứng đầu xấu xí. Vật liệu kim loại màu phức tạp này cắt bằng laser theo một cách lớn. Cắt đồng và đồng thau bằng laser CO 2 là (và vẫn còn) hiếm, mặc dù một số nhà chế tạo ngoan cường đã thực hiện được kỳ tích.
Tất nhiên , việc cắt nhôm bằng tia laser CO 2 là khá phổ biến. Nhưng bước sóng 10,6 micron của CO 2 vẫn không phải là lý tưởng, vì vậy quá trình này vẫn giống như ép một cái chốt tròn nhỏ trong một lỗ vuông lớn hơn. Nó không phải là không thể; chốt vẫn khớp qua lỗ, nhưng việc đảm bảo nó cần một chút nỗ lực.
Sau đó vào đầu thế kỷ này, laser sợi quang bước vào cuộc chiến với bước sóng 1 micron. Hầu hết các kim loại thông thường trong cửa hàng fab hấp thụ nhiều hơn và phản xạ ít hơn bước sóng 1 micron đó so với bước sóng 10,6 micron. Trên thực tế, trong lĩnh vực laser sợi quang, nhôm cắt rất tốt, thậm chí cả đồng và đồng thau cũng vậy.
Vì vậy, khi một nhà chế tạo đạt được một vết cắt sạch bằng nhôm hoặc vật liệu màu khác bằng tia laser sợi quang, chính xác thì điều gì sẽ xảy ra trong chính kerf?
Giải thích:
Công thức cắt kim loại màu có nhiều thứ hơn là bước sóng chùm. Các thành phần khác bao gồm mật độ công suất, tập trung chùm tia, độ rộng kerf, loại khí hỗ trợ và tốc độ dòng chảy. Trộn tất cả những thứ này lại với nhau theo đúng cách, và bạn sẽ có được tốc độ cắt kinh ngạc của laser sợi quang và các vết cắt sạch, ngay cả trong một loạt các vật liệu màu từng được coi là quá phản chiếu để cắt bằng chùm ánh sáng laser CO 2 .
Quan điểm lịch sử
Nếu ai đó nói rằng điều gì đó trong cắt laser là không thể hoặc không thực tế, thì rất có thể một nhà chế tạo ở đâu đó đã biến nó thành khả thi và thực tế. Ví dụ, Caristan nhớ lại cách đây nhiều năm đã đến thăm một nhà chế tạo đã cắt một hợp kim đồng dày 0,125 inch bằng cách sử dụng tia laser CO 2 2,5 kW. “Người chế tạo đã làm điều này trong nhiều năm,” anh nói. “Đầu cắt di chuyển chậm, và người vận hành phải dừng giữa chừng chu trình cắt để làm nguội. Nó không đẹp, nhưng nó có thể làm được. ”
Cắt laser vật liệu màu có lịch sử đáp ứng và vượt qua các chướng ngại vật. Như Caristan giải thích, những người đầu tiên sử dụng laser CO 2 đã trải qua một số khó khăn ngày càng nghiêm trọng khi cắt vật liệu phản chiếu. Ngay từ sớm, họ đã thấy ảnh hưởng của đặc tính hấp thụ thấp của nhôm dẫn đến phản xạ ngược.
Caristan nói: “Vì vậy, không chỉ quá trình cắt laser kém hiệu quả hơn, mà họ còn phải đối phó với hiện tượng phản xạ ngược qua các hệ thống quang học, quay trở lại các hốc của bộ cộng hưởng laser, thường phá hủy chúng. Chúng tôi đã học được rất nhiều điều kể từ đó. Hầu hết các máy, bao gồm cả hệ thống laser sợi quang, đều có hệ thống quang học và điều khiển số tích hợp để giảm thiểu hoặc ngăn chặn hiện tượng phản xạ ngược ”.
Độ nhớt
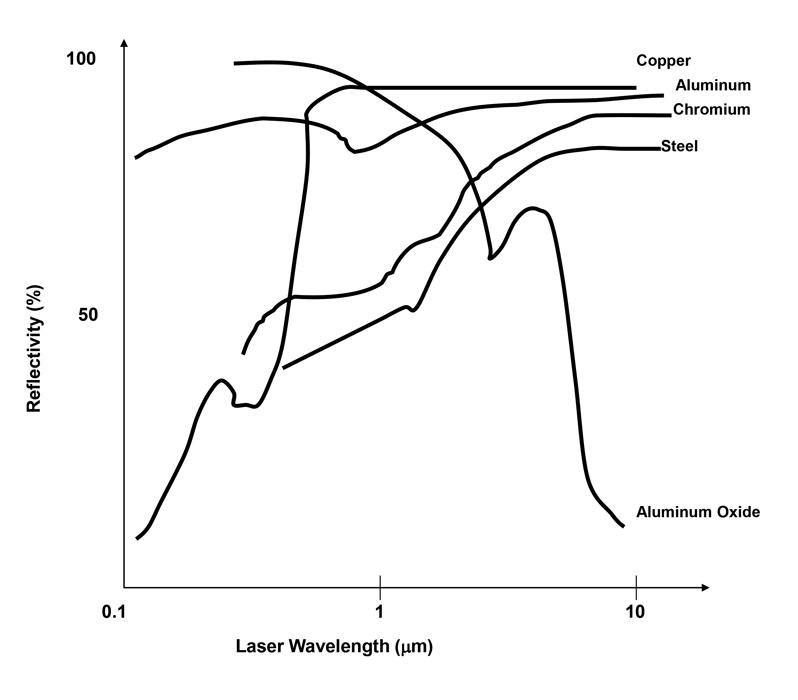
Hệ số phản xạ bề mặt của kim loại ở nhiệt độ tới và ở nhiệt độ phòng (300 K) thay đổi theo bước sóng của chùm ánh sáng tới.
Các nhà sản xuất công cụ và trang sức chú ý đến sức bền và đặc tính cắt của vật liệu. Các kỹ sư và kỹ thuật viên phát triển các thông số cắt laser hướng sự tập trung của họ đến nơi khác, bao gồm các đặc tính hấp thụ và phản xạ của vật liệu; độ nóng chảy; độ nhớt của vật liệu nóng chảy, dẫn nhiệt và điều kiện bề mặt vật liệu, bao gồm cả màng và lớp phủ.
Độ nhớt đóng một vai trò ở đây. Tất cả kim loại đều có một mức độ nhớt nhất định ở nhiệt độ nóng chảy, nhưng độ nhớt không đổi khi kim loại nóng hơn nữa. Tia laser đưa nhôm vượt qua nhiệt độ nóng chảy hơn 1.200 độ F. Như Caristan đã mô tả trong cuốn sách của mình, độ nhớt của nhôm thực sự giảm hơn một nửa khi nhiệt độ của nó tăng lên giữa nhiệt độ nóng chảy lên đến 1.328 độ F – một sự khác biệt của chỉ hơn 100 độ F một chút, một phút thay đổi nhiệt độ trong thế giới cắt nhiệt. Khi vật liệu có độ nhớt thấp nguội đi, độ nhớt của nó tăng hơn gấp đôi khi nó tiến gần đến độ phân giải — và việc loại bỏ nó một cách hiệu quả trước khi nó đông đặc trở thành một vấn đề phức tạp.
Caristan nói: “Độ nhớt thấp trở thành một yếu tố chính gây ra sự tích tụ thô, đặc biệt nếu nhiệt độ nóng chảy của vật liệu tương đối thấp, như đối với nhôm.”
Phim oxit nhôm
Một số thách thức cắt liên quan đến nhiệt độ nóng chảy, đặc biệt là khi nói đến lớp mỏng của màng nhôm oxit (Al2O3), lớp màng này hình thành trên bề mặt nhôm khi nó tiếp xúc với khí quyển. Bộ phim ngăn chặn sự ăn mòn thêm, nhưng nó cũng làm phức tạp quá trình cắt laser.
Nhôm nóng chảy ở khoảng 950 K, hoặc hơn 1.200 F một chút; nhôm oxit nóng chảy ở khoảng 2.000 K, hoặc hơn 3.000 F. “Điểm nóng chảy cao của màng nhôm oxit được hình thành trên bề mặt của giọt nhôm nóng chảy làm cho nó đông đặc rất nhanh xung quanh giọt vẫn còn nóng chảy, vì vậy nó rất Caristan giải thích. “Nếu nó không được xả nước đủ nhanh, nó sẽ tạo thành các nhũ đá ở mép dưới, còn được gọi là dross.” Ông nói thêm rằng tin tốt là, so với chất liệu thô như không gỉ, nhôm nhìn chung mềm, mềm đến mức nhiều người vận hành có thể chải nó bằng ngón tay cái của họ.
Dẫn nhiệt
Độ dẫn nhiệt của nhôm gấp nhiều lần thép cacbon, và độ dẫn nhiệt đó làm tăng tốc độ mất nhiệt; nghĩa là, nhiệt dẫn ra khỏi kerf vào thân chính của phôi. Bạn càng có nhiều tổn thất dẫn nhiệt, nhiệt thực sự lưu lại trong kerf càng ít và hiệu quả cắt bằng laser càng kém.
Sự khác biệt về độ dẫn nhiệt góp phần vào các đặc điểm cắt khác nhau giữa các lớp, đặc biệt là ở các vật liệu dày hơn. Như Caristan đã xuất bản trong cuốn sách của mình, nhôm sê-ri 6XXXX chịu tổn thất dẫn nhiệt cao hơn nhiều so với nhôm 5XXXX; hai loại cắt tương tự nhau về độ dày của thước đo, nhưng rất khác nhau về độ dày của thước đo.
Trước đây, các nhà khai thác cắt nhôm bằng laser CO 2 phải đối mặt với một số thách thức khiến việc cắt kém hiệu quả hơn: độ phản xạ cao của chùm ánh sáng 10,6 micron, cũng như tính dẫn nhiệt cao của nhôm dẫn đến mất mát dẫn nhiệt nhiều hơn. Trên thực tế, tất cả sự mất nhiệt buộc phải thực hiện nhiều hoạt động để xử lý sự giãn nở nhiệt trong tấm, đôi khi viết chương trình cắt để phần đầu di chuyển luân phiên từ góc phần tư của tấm sang góc khác, cân bằng hiệu ứng nhiệt.
Tất cả những điều này đã nói lên rằng, mật độ công suất của tia laser sợi quang và một lần nữa, bước sóng 1 micron đã thực sự thay đổi cuộc chơi. Tính chất nhiệt của nhôm không thay đổi; nó vẫn có độ dẫn nhiệt cao. Nhưng nó cũng hấp thụ nhiều hơn và phản xạ ít năng lượng hơn từ chùm tia laser 1 micron. Điều này, kết hợp với mức công suất cao, mật độ công suất và tốc độ được cung cấp bởi chùm tia laser sợi quang hiện đại, đã cải thiện đáng kể hiệu suất cắt laser.
Hỗ trợ dòng khí và lấy nét laser
Cắt nhôm bằng tia laser với khí hỗ trợ nitơ hoặc khí nén tại xưởng (có thể làm việc cho vật liệu mỏng) tạo ra hành động cắt tương tự như các hợp kim khác được cắt bằng nitơ. Rất đơn giản, tất cả là sự tác động lẫn nhau giữa năng lượng nhiệt từ chùm tia, tốc độ nạp, kết quả chiều rộng kerf và dòng khí hỗ trợ đẩy vật liệu nóng chảy ra khỏi kerf. Hoàn thiện dòng khí hỗ trợ để nó hoạt động tốt với nhiệt (đặc điểm tiêu điểm và chùm tia), tốc độ cắt và chiều rộng kerf, đồng thời bạn đạt được một đường cắt chất lượng với các khoảng cách và đường cắt tối thiểu.
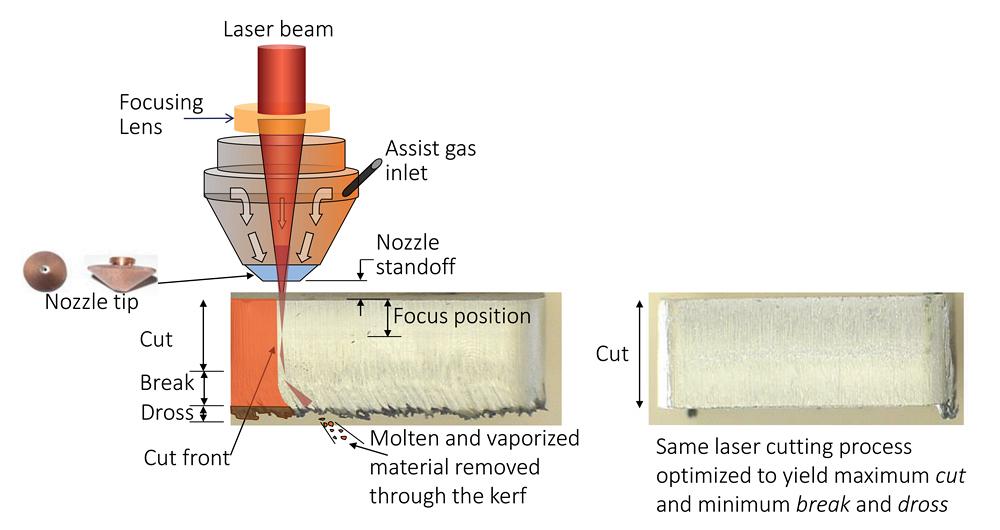
Tối ưu hóa tiêu điểm, hỗ trợ lưu lượng khí, và các thông số khác giảm thiểu gãy và vỡ
Theo truyền thống, nhôm thường yêu cầu hội tụ chùm tia nằm sâu dưới bề mặt của vật liệu, đặc biệt là khi vật liệu dày lên. Điều này giúp xả vật liệu ra khỏi đáy kerf. Để hiểu cách thức và lý do tại sao điều này xảy ra, hãy hình dung vật liệu bị nóng chảy ở trên cùng của kerf, lần này với điểm lấy nét tại hoặc gần bề mặt vật liệu.
Vật chất tan chảy nhanh chóng và sau đó chảy qua kerf, nơi chùm tia phân kỳ và mật độ năng lượng giảm xuống bậc hai. Do đó, ở dưới cùng của kerf có ít năng lượng hơn đối với kim loại nóng chảy, làm cho các oxit kim loại bị đông cứng lại.
Đặt tiêu điểm thấp bên dưới bề mặt vật liệu và tình hình mật độ năng lượng thay đổi. Khi vật liệu nóng chảy từ gần bề mặt vật liệu di chuyển xuống kerf, nó đi qua phần sáng nhất của chùm tia và do đó, vẫn là chất lỏng cho đến khi nó được hút hết ra khỏi đáy.
Hành động cân bằng chỉ mới bắt đầu. “Có một cơ hội cho tốc độ cắt,” chuyên gia nói. “Nếu bạn cắt quá nhanh, bạn sẽ tạo ra những thứ ngu ngốc. Nhưng nếu bạn cắt quá chậm, bạn cũng tạo ra lỗi ”.
Dross từ một vết cắt nhanh là trực quan; khí hỗ trợ không có thời gian để xả vật liệu nóng chảy trước khi nguồn nhiệt (chùm tia) di chuyển về phía trước, vì vậy vật liệu nóng chảy “đóng băng” ở dưới cùng của vết cắt như khô.
Tốc độ di chuyển cũng ảnh hưởng đến chiều rộng kerf. Tốc độ di chuyển chậm hơn tạo ra kerf rộng hơn, trong khi chùm tia nhanh hơn tạo ra kerf hẹp. Khi kerf của bạn thu hẹp lại, bạn gặp khó khăn trong việc đưa khí hỗ trợ đi qua, và bạn không đạt được nhiều sức mạnh xả ra. Điều này lại ảnh hưởng đến chất lượng đường cắt, bao gồm cả vết cắt.
Hiệu ứng siêu âm, chế độ chờ và định tâm vòi phun
Tất cả điều này xen kẽ với một biến khác không được coi là thường xuyên: tốc độ của khí chảy ra khỏi vòi phun. Nó siêu thanh và giống như bất cứ thứ gì truyền đi nhanh hơn âm thanh, tạo ra sóng xung kích nhỏ. Caristan nói: “Sóng xung kích này có thể làm chệch hướng dòng khí hỗ trợ từ nơi bạn dự định chảy, và nó có thể làm gián đoạn lượng khí bạn đã chảy qua kerf.”
Nếu sóng xung kích lệch phía trên kerf, chúng tạo thành một rào cản một phần cản trở cột khí hỗ trợ, do đó làm thay đổi động lực của khí trong vết cắt và có thể ảnh hưởng đến khả năng của khí để sơ tán kim loại nóng chảy một cách hiệu quả — do đó, bạn nhận được chất lượng cắt kém. Khả năng điều này trở nên lớn hơn khi chiều rộng kerf thu hẹp.
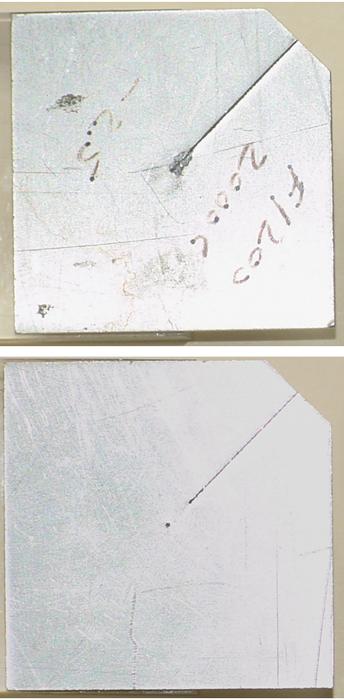
Chiều rộng kerf thay đổi có thể là một vấn đề khi cắt nhôm. Trong ví dụ này, kerf rộng ở bề mặt trên cùng (ảnh trên cùng) và hầu như không nhìn thấy ở phía dưới.
Bởi vì dòng khí là siêu âm, người vận hành máy cắt laser không thể loại bỏ sóng xung kích, nhưng họ có thể làm cho chúng ít gây bất lợi cho vết cắt bằng cách đặt khoảng cách dừng vòi phun đúng cách. “Quy tắc chung là khoảng cách chờ phải bằng hoặc nhỏ hơn đường kính lỗ vòi phun,” Caristan nói. Đi lên cao hơn, và bạn làm trầm trọng thêm sự lệch hướng của sóng xung kích có thể tạo ra ít khí hơn để thực sự đi vào kerf.
Ngoài ra, hãy đảm bảo rằng chùm tia hội tụ được đặt ở giữa trong khẩu độ của vòi phun. “Bạn cần đảm bảo rằng tâm của khẩu độ vòi phun luôn được căn chỉnh hoàn hảo với đường tâm của kerf,” ông nói. “Sự sai lệch thể hiện ở hiệu suất cắt khác nhau mỗi khi bạn thay đổi hướng cắt.”
Sự lan truyền chùm tia tập trung và sự phân bố năng lượng
Sự lan truyền chùm tia tập trung và sự phân bố năng lượng là những chủ đề phức tạp, nhưng khi nghĩ về tiêu điểm, hãy tưởng tượng chùm tia laser như hai hình nón, một hình nón nằm trên đỉnh kia. Nơi các đầu của hình nón gặp nhau là điểm lấy nét. Độ dài tiêu cự của thấu kính hội tụ càng ngắn, hình nón càng béo, kích thước điểm lấy nét càng nhỏ và mật độ công suất tại điểm lấy nét càng lớn.
Kích thước tiêu điểm thay đổi theo bước sóng, vì vậy khi bản thân chùm sáng được tạo ra bởi bước sóng ngắn hơn, mật độ công suất tại tiêu điểm tăng bậc hai. Khả năng lấy nét cao và các lớp kim loại khác nhau hấp thụ năng lượng tốt như thế nào từ chùm tia laser sợi quang, là một phần lý do làm cho tia laser sợi quang trở nên hiệu quả như vậy.
Chuyên gia giải thích: “Đó là một lý do khiến bạn có quy tắc chung – đó là đối với một số vật liệu và độ dày vật liệu nhất định, mỗi kilowatt laser sợi quang có hiệu suất cắt tương đương với hiệu suất cắt của laser CO có cùng công suất.
Trong cắt laser, mật độ công suất cao hơn sẽ tạo ra nhiều năng lượng nhiệt hơn, và năng lượng bao nhiêu phụ thuộc vào mức độ hấp thụ năng lượng của kim loại, kể cả nhôm, từ chùm tia laser. Nhưng đây chỉ là một phần của phương trình.
Kim loại nóng chảy cần được hút chân không. Độ dài tiêu cự ngắn của thấu kính lấy nét có nghĩa là mật độ công suất giảm đáng kể khi bạn di chuyển ra khỏi vị trí điểm lấy nét. Điều này thu hẹp kerf, và nó cũng có nghĩa là điểm lấy nét phải ở đúng vị trí, đặc biệt là khi kim loại ngày càng dày. Kerf hẹp có thể gây khó khăn cho khí trợ giúp hút sạch kim loại nóng chảy.
“Một thấu kính hội tụ có độ dài tiêu cự ngắn làm cho chùm tia phân kỳ nhanh chóng qua điểm lấy nét,” Caristan nói, “vì vậy vào thời điểm bạn đi đến đáy của kerf, bạn có rất ít mật độ năng lượng, nói một cách tương đối.” Đây là một trong những lý do mà việc đặt vị trí điểm lấy nét sâu hơn (bên trong chứ không phải bên trên vật liệu) trên nhôm dày hơn là một thực tế phổ biến.
Một trong những tiến bộ mà ngành công nghiệp đã thấy trong những năm gần đây là giảm ảnh hưởng của sự sụt giảm mật độ điện năng này. Bạn không thể thay đổi vật lý của chùm tia laser, tất cả chúng đều hội tụ vào và phân kỳ ra khỏi tiêu điểm. Mặc dù vậy, các đặc tính khác của chùm tia có thể được thay đổi để tạo ra một cạnh cắt tốt hơn.
Mmột số cung cấp tiêu điểm dao động điều chỉnh hành vi của nó theo độ dày của vật liệu. Những người khác thay đổi chế độ hoặc phân bố năng lượng của chùm tia dựa trên loại vật liệu và độ dày. Ví dụ, một chùm ở chế độ gaussian, với năng lượng tập trung ở chính tâm tiêu tán trên mặt cắt chùm, có mật độ năng lượng thấp hơn ở xa trung tâm, điều này tạo ra một kerf hẹp. Sự phân bố hình bánh rán tập trung năng lượng xung quanh chu vi chùm tia, duy trì năng lượng cao nhất gần các bức tường của vết cắt.

Nhôm rất mềm nên thường có thể chải đi bằng ngón tay cái của người vận hành.
Nhưng một lần nữa, năng lượng từ chùm sáng chỉ là một nửa của phương trình; hiệu quả của dòng khí hỗ trợ là nửa còn lại. Ở đây công nghệ vòi phun đã đóng một vai trò quan trọng. Một số vòi phun bây giờ thực sự có các bộ phận tiếp xúc với bề mặt phôi. Những điều này làm giảm lượng khí trợ giúp lãng phí không bao giờ đi vào kerf, đây là một vấn đề cụ thể với kerf hẹp hơn được tạo ra bởi laser sợi quang.
Caristan nói: “Trong một vòi phun điển hình, dòng khí nở ra ngay khi nó ra khỏi lỗ thoát khí, và một phần lớn trong số đó không bao giờ nhìn thấy kerf. Với những vòi phun cảm ứng này hôn vào bề mặt phôi, bạn sẽ ít lãng phí khí hơn trên bề mặt phôi và nhiều khí hơn đi trực tiếp vào kerf. ”
Đường cắt lý tưởng
Một cửa hàng sử dụng tia laser để cắt thép dày bằng oxy, tận dụng phản ứng hóa học giữa oxy và sắt. Để cắt nhôm dày hơn và các vật liệu màu khác bằng nitơ, tất cả chỉ là làm tan chảy và hút sạch vật liệu.
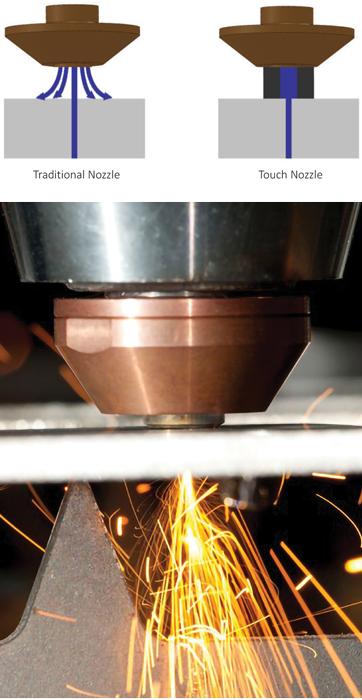
Các công nghệ vòi phun mới, bao gồm vòi phun cảm ứng, giúp giảm thiểu lãng phí khí hỗ trợ trên bề mặt phôi.
Với khí hỗ trợ chảy theo kiểu thành lớp hoàn hảo vào vết cắt, với một chùm tia loại bỏ và rửa sạch vật liệu — không bị “đóng băng” sớm ở phần dưới cùng (dross) hoặc trên rìa (các vân) . Các sóng xung kích siêu thanh ở đó, nhưng chúng di chuyển theo kiểu không làm lệch hướng hoặc cản trở dòng khí đi vào kerf.
Ngày nay, các tia laser công suất cao cắt nhanh chóng bất thường, nhưng tất cả tốc độ đó không ảnh hưởng gì nếu các bộ phận tạo thành cần phải được làm lại hoặc loại bỏ. Ngành công nghiệp đã tiến một bước dài trong việc hiểu chính xác cách tia laser cắt kim loại và công việc vẫn tiếp tục. Sự hiểu biết càng tốt thì các thông số cắt càng có thể trở nên tốt hơn và người vận hành càng có cơ hội đạt được phần cắt sạch trong lần thử đầu tiên.