
Điều gì làm cho công cụ không thể thiếu trong chế tạo kim loại bằng laser
Từ cắt đến hàn đến mài mòn, tiềm năng của laser tiếp tục phát triển
Một chùm tia laser là một điều đáng chú ý. Một chùm tia laser công suất liên tục có mật độ năng lượng cao hơn 4 nghìn tỷ lần so với năng lượng tập trung của mặt trời và các nhà sản xuất đã xác định cách sử dụng mật độ công suất cực cao này để làm mọi thứ từ cắt và hàn kim loại tấm đến khoan lỗ trên bảng mạch PCB.
Tia laser có thể cắt, nối và trừ vật liệu. Họ thậm chí có thể thêm vật liệu thông qua lắng đọng kim loại bằng laser hoặc in 3D. Chúng ta có thể thay đổi mức công suất, tần số xung và mật độ năng lượng thông qua thao tác đường kính chùm tia, trong số những cách khác, tất cả để chùm tia laser có thể tạo ra phản ứng vật liệu phù hợp cho các quá trình khác nhau. Thực sự, việc sử dụng laser trong ngành công nghiệp là rất lớn và đa dạng.
Hấp thụ bước sóng trong cắt
Các vật liệu khác nhau tương tác khác nhau với các bước sóng ánh sáng khác nhau, làm cho một số nguồn laser xử lý một số vật liệu hiệu quả hơn những nguồn khác. Ví dụ, một trong những lợi ích được biết đến của việc cắt kim loại cho các ứng dụng công nghiệp bằng laser có bước sóng 1 μm là tăng tốc độ khi so với cắt bằng laser CO 2 . Phần lớn điều này đến từ khả năng hấp thụ cao của bước sóng ánh sáng đó vào, ví dụ như thép cacbon (xem Hình 1 ). Một chùm ánh sáng nhỏ được hấp thụ hiệu quả vào thép được cắt sẽ chuyển trực tiếp thành tốc độ cao hơn khi cắt nhiệt hạch (nghĩa là cắt bằng khí không phản ứng như nitơ) trong thép cacbon.
Trong quá trình cắt bằng laser thể rắn như đĩa hoặc sợi quang, đường kính chùm tia hội tụ, kết hợp với tỷ lệ phần trăm hấp thụ cao của phát xạ laser, cho phép tốc độ cắt rất nhanh. Hiệu suất vượt trội so với CO 2 chủ yếu được nhìn thấy ở các vật liệu mỏng đến dày vừa phải, với ưu điểm là thu nhỏ khi độ dày vật liệu tăng lên. Đường kính của chùm tia có thể được kiểm soát ở một mức độ thông qua những thứ như chuẩn trực ánh sáng hoặc bằng cách dịch chuyển vị trí của thấu kính hội tụ (xem Hình 2 ), nhưng có giới hạn về mức độ lớn hay nhỏ của một chùm tia.
Phạm vi đường kính chùm tia được xác định bởi kích thước của sợi phân phối chùm tia (xem Hình 3 ). Sợi phân phối chùm tia 100 μm phổ biến cho các tia laser được sử dụng để cắt kim loại tấm. Đường kính lõi này mang lại chất lượng chùm tia cao và tốc độ cắt cao. Khi độ dày vật liệu trở nên lớn hơn, kích thước vết rất nhỏ sẽ trở thành trách nhiệm pháp lý, hạn chế hiệu suất, chất lượng cắt và độ tin cậy của quy trình.
Để giảm thiểu điều này, có thể chọn đường kính lõi lớn hơn. Tất nhiên, nhược điểm của điều này là đường kính chùm tia tối thiểu trở nên lớn hơn nhiều so với những gì mà lõi nhỏ hơn có thể cung cấp. Mặc dù chất lượng và độ tin cậy của quy trình cải thiện đáng kể, nhưng tốc độ của vật liệu mỏng hơn bị ảnh hưởng.
Đây là nơi mà sợi lõi kép có thể trợ giúp. Một lõi có đường kính nhỏ được lắp đặt đồng trục với lõi có đường kính lớn. Màn trập có thể lập trình thay đổi lõi nào đang hoạt động. Loại sợi này được thiết kế để làm cho hệ thống cắt laser đạt được tốc độ cao trên vật liệu mỏng, chất lượng và độ tin cậy cao ở vật liệu dày hơn.
Đường kính chùm tia và tiêu điểm trong hàn
Đường kính tia phục vụ một chức năng khác khi hàn. Mặc dù không phải là mới, nhưng hàn laser có rất nhiều sự hấp dẫn, cả ở các cửa hàng việc làm và OEM, vì khả năng tiết kiệm chi phí từ việc phải làm lại ít hơn; kỹ thuật linh hoạt hơn; và loại bỏ các quá trình hạ nguồn tốn kém, tốn thời gian như mài và đánh bóng.
Trong kim loại tấm, hàn laser xảy ra theo hai cách chính: hàn dẫn nhiệt và hàn xuyên sâu. Hàn dẫn nhiệt sử dụng một chùm tia làm mất nét mạnh nằm phía trên phôi. Vị trí lấy nét của chùm tia thường nằm trong khoảng từ 6 đến 12 mm trên bề mặt phôi, nhưng nó có thể cao tới 25 mm. Quá trình làm nóng kim loại trên nhiệt độ nóng chảy của nó mà không tạo thành hơi. Mật độ công suất nằm trong khoảng từ 104 đến 105 W / cm2 và phụ thuộc vào độ dẫn nhiệt của kim loại; Ví dụ, carbon và không gỉ dễ hàn bằng kỹ thuật này hơn là nhôm.
Trong khi hàn dẫn nhiệt tạo ra một đường hàn có tính thẩm mỹ cao — được định vị vuông góc (90 độ) với chùm tia laze, mặc dù có một số tính linh hoạt về góc cạnh ảnh hưởng đến độ sâu thâm nhập – hiệu quả của quá trình hơi kém. Khi quy trình sử dụng tia laser thể rắn tạo ra ánh sáng 1 μm, 68 phần trăm năng lượng phản xạ khỏi khu vực được chiếu xạ của phôi, dẫn đến hiệu quả ghép nối thấp hạn chế độ sâu xuyên thấu và tốc độ mối hàn. Với laser CO 2 , khả năng ghép nối thậm chí còn kém hơn với 88% ánh sáng phản xạ ra khỏi khu vực được chiếu xạ, làm cho quá trình hàn dẫn nhiệt bằng laser CO 2 trở nên không thực tế.
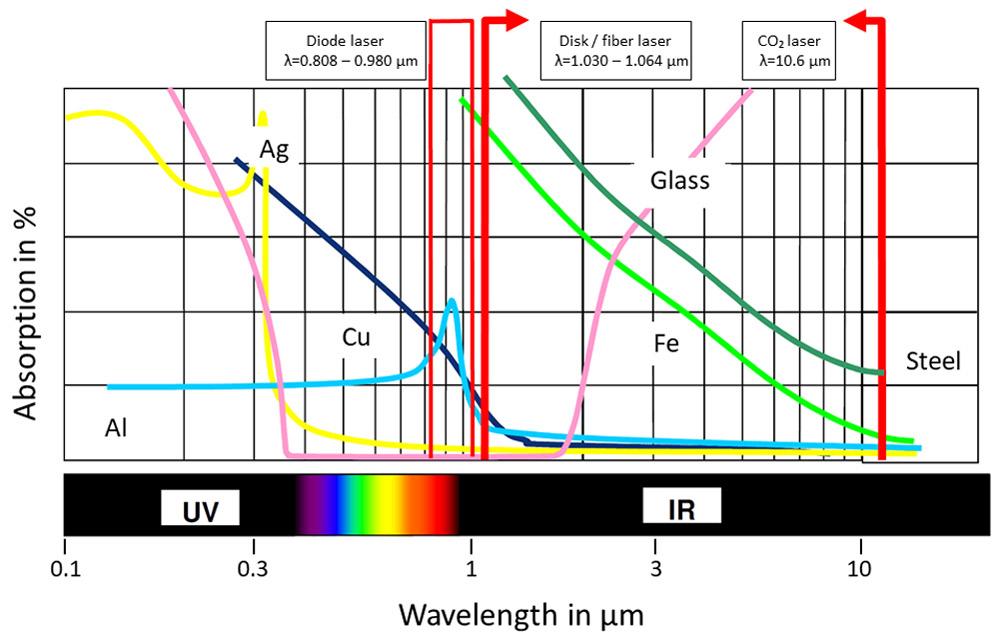
Hình 1 Năng lượng từ bước sóng 1 micron của đĩa và laser sợi quang giúp tăng tốc độ cắt trong quá trình cắt nhiệt hạch.
Mặc dù có một số hạn chế, hàn dẫn nhiệt vẫn rất phổ biến trong các nhà sản xuất, đặc biệt là trong các ứng dụng dễ nhìn thấy yêu cầu phải có cạnh tròn. Hãy nghĩ về tất cả các thiết bị bằng thép không gỉ trong nhà bếp của bạn, hoặc nhìn vào bếp của một nhà hàng và xem tất cả các bề mặt bằng thép không gỉ. Hãy quan sát kỹ và bạn có thể thấy các vết mài và bán kính không nhất quán từ tất cả quá trình hoàn thiện thủ công liên quan đến việc giải quyết các vấn đề do hàn thông thường tạo ra.
Nhìn vào những bộ phận tương tự được sản xuất bằng cách hàn dẫn nhiệt với tia laser, và bạn sẽ nhận thấy rằng những vấn đề đó sẽ biến mất. Điều này thực sự làm gia tăng mối quan tâm ngày càng tăng đối với hàn laser, đặc biệt là trong những môi trường nơi tiêu chuẩn phải làm lại nhiều lần.
Với cùng một nguồn laser và hệ thống phân phối chùm tia, có thể điều chỉnh mật độ chùm tia và vị trí tiêu điểm để hàn bằng kỹ thuật thứ hai. Hàn xuyên sâu, hoặc hàn lỗ khóa, sử dụng vị trí lấy nét xấp xỉ 0; nghĩa là, trọng tâm ở tại hoặc gần bề mặt vật liệu, tạo ra mật độ năng lượng cao tại phôi. Trong khi hiệu quả ghép nối tương đối thấp trong hàn dẫn nhiệt, với hàn lỗ khóa, nó khá cao với cả nguồn laser trạng thái rắn và CO 2 ; hiệu suất ghép tương ứng là 10 và 15 phần trăm.
Quá trình làm nóng phôi trên nhiệt độ mà tại đó sự hình thành hơi xảy ra và hình thành một mao quản hơi thông qua áp suất đốt cháy của hơi kim loại chảy ra, tạo ra “lỗ khóa” đặt tên cho quá trình này. Mật độ công suất từ 105 đến 106 W / cm2, với độ sâu thâm nhập phụ thuộc vào sự hình thành của lỗ khóa.
Kỹ thuật hàn này cung cấp tốc độ mối hàn cao, vùng ảnh hưởng nhiệt hẹp và độ thâm nhập mối hàn đáng kể. Do truyền năng lượng thấp và chiều sâu ngấu lớn, hàn xuyên sâu thích hợp hơn nhiều đối với vật liệu dày hoặc khi việc chuẩn bị mối hàn là bề mặt đối mặt hoặc bề mặt cạnh. Việc chuẩn bị đường may lý tưởng là mối nối đối đầu cạnh-cạnh, mặc dù quy trình lỗ khóa thường có thể hoạt động tốt đối với nhiều cấu hình khớp khác nhau.
Để lựa chọn giữa hàn dẫn nhiệt và hàn xuyên sâu, ứng dụng sẽ định hướng lựa chọn. Mặc dù một mối hàn dẫn nhiệt được cho là trông đẹp hơn, nhưng thực tế đơn giản của vấn đề là hàn xuyên sâu nói chung sẽ rẻ hơn trong hai lựa chọn, chủ yếu là nhờ tốc độ hàn cao của nó. Điều đó nói rằng, bạn vẫn có thể được hưởng lợi từ tốc độ và sự truyền năng lượng thấp của hàn xuyên sâu trong khi vẫn có được cạnh tròn đẹp, nhất quán chỉ có ở hàn dẫn nhiệt. Chỉ cần đi qua đường hàn đã có lỗ khóa với chùm tia ở vị trí lấy nét cao hơn.
Tia laser dẫn đường
Tia laser tiếp tục giải quyết ngày càng nhiều vấn đề sản xuất và các biến số của quá trình như đường kính chùm tia và thao tác tiếp tục có tác động có ý nghĩa. Từ việc cắt và hàn cho đến thêm các lớp vật liệu hoặc loại bỏ chúng, những tiến bộ trong công nghệ laser chắc chắn sẽ là thành phần quan trọng tạo nên thành công trong cuộc Cách mạng Công nghiệp lần thứ tư.
Tiềm năng xung
Công nghệ mới nhất cung cấp cho chúng ta một ý tưởng về tiềm năng thực sự to lớn của laser trong việc chế tạo kim loại và hơn thế nữa. Hãy xem xét các loại laser có thời lượng xung siêu ngắn. Để đưa ra ý tưởng về tỷ lệ, ánh sáng di chuyển với tốc độ 186.000 dặm / giây. Trong một giây, ánh sáng có thể đi theo chu vi của Trái đất 7,5 lần. Trong một pico giây, ánh sáng chỉ truyền đi 300 μm! Nếu thời gian hấp thụ của vật liệu đang được xử lý nhỏ hơn thời gian tương tác electron-phonon, thì hiện tượng cắt lạnh xảy ra; kim loại không bị nung nóng hoặc nóng chảy mà phân ly hoàn toàn.
Quá trình mài mòn nguội có ứng dụng trong kim loại và các vật liệu khác nhau, bao gồm cả thủy tinh. Trong hầu hết các trường hợp, thủy tinh được xử lý bằng quy trình ghi chép và phá vỡ, trong đó lực tác động vào vật liệu theo các đường ghi chép hoặc mài mòn bề mặt bằng cách sử dụng tia cực tím (UV).
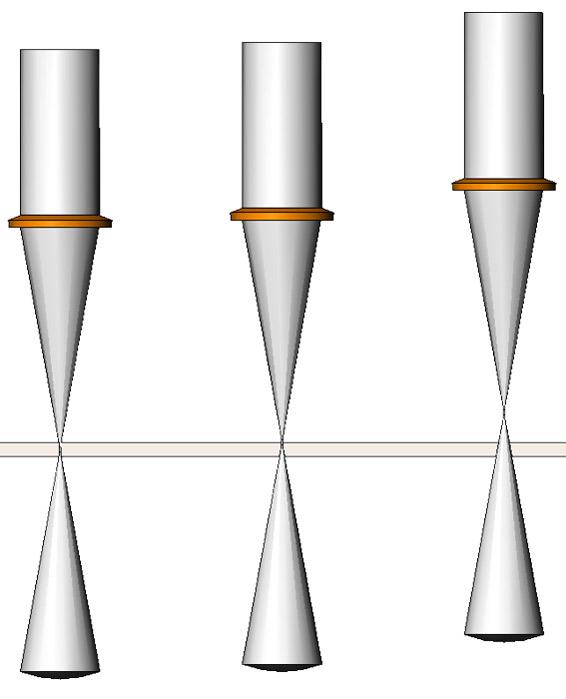
Hình 2 Đường kính chùm tia có thể được kiểm soát ở một mức độ nào đó bằng cách dịch chuyển vị trí của thấu kính hội tụ.
Tại sao lại sử dụng laser UV? Nó liên quan đến sự hấp thụ. Trong điều kiện bình thường, một photon ánh sáng hồng ngoại (~ 1 μm) không bị vật liệu trong suốt hấp thụ. Những ai trong chúng ta đã cố gắng cắt các vật liệu hoặc lớp phủ trong suốt trên đĩa hoặc bằng tia laser sợi quang đều nhận thức được điều này. Đó là lý do tại sao các bộ xử lý thủy tinh đã sử dụng laser UV, nhưng họ cũng có thể thực hiện một cách tiếp cận thay thế: hấp thụ ánh sáng phi tuyến thông qua laser với thời lượng xung siêu ngắn.
Một lần nữa, trong điều kiện hấp thụ tuyến tính, vật liệu trong suốt không hấp thụ photon. Nhưng trong hấp thụ ánh sáng phi tuyến, một số photon được hấp thụ đồng thời, kết hợp năng lượng của chúng và cho phép IR (như đĩa hoặc sợi quang) thực hiện công việc của tia laser UV.
Điều này đạt được bằng cách đạt được các khoảng thời gian xung siêu ngắn đó. Chúng kết hợp năng lượng với sự cắt bỏ được thực hiện không phải bằng các quá trình nhiệt mà thông qua sự phân ly trực tiếp của vật liệu. Sự cắt bỏ lạnh này cho phép xử lý vật liệu chính xác hơn nhiều. Quá trình này, kết hợp với quang học tạo ra một biên dạng chùm dài, cho phép tia laser đạt được tốc độ cắt cực cao trên vật liệu trong suốt.
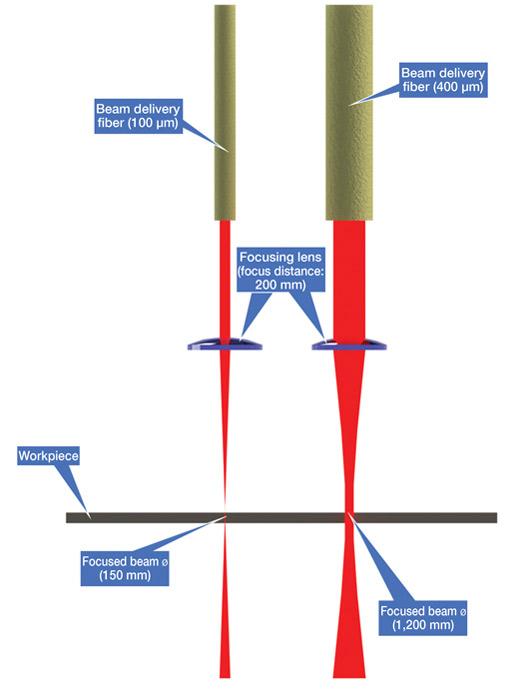
Hình 3 Đường kính sợi phân phối xác định phạm vi đường kính chùm.