
Đáp ứng trí tuệ nhân tạo
Sản xuất kéo nghe có vẻ tuyệt vời về mặt lý thuyết, và nó không phải là chưa từng có trong chế tạo kim loại tấm. Nhu cầu từ khách hàng, cả bên trong và bên ngoài, “kéo” sản phẩm xuống dòng và cuối cùng là đến bến tiếp nhận của khách hàng.
Điều này có thể hoạt động tốt một cách ngoạn mục đối với các sản phẩm cụ thể. Trên thực tế, không có gì lạ khi đến thăm một nhà chế tạo và xem một ô đa quy trình dành riêng cho một khách hàng lớn. Các vùng chứa có thể trả lại đến từ khách hàng, điều này thúc đẩy ô hoạt động. Nếu các thùng chứa không có ở đó, tức là nhu cầu không ở đó, vì vậy ô không sản xuất sản phẩm đó mà chuyển sang sản phẩm khác (thường là tương tự). Đó là một sự thích nghi đơn giản của các khái niệm bổ sung kanban đã được sử dụng từ lâu trong sản xuất tinh gọn.
Nhưng sau đó bạn nhìn vào phần còn lại của tầng cửa hàng chế tạo. Nó được tổ chức theo quy trình, giống như một cửa hàng việc làm điển hình. Bạn thấy bộ đệm công việc trong quá trình lớn giữa các quá trình. Sau đó, có một sự hỗn loạn điển hình: Một khách hàng lớn gọi điện và cần một phần ngay lập tức, và một nhân viên xúc tiến bắt đầu hành động.
Nhà sản xuất tùy chỉnh không tạo ra các sản phẩm có thể kéo xuống dòng giá trị, bởi vì không một sản phẩm nào có dòng giá trị chuyên dụng bằng thiết bị chuyên dụng. Một nhà chế tạo tùy chỉnh điển hình có thể sản xuất hàng nghìn bộ phận khác nhau mỗi năm, tất cả đều ở số lượng thấp và thường ở những khoảng thời gian không thể đoán trước được.
Điều đó nói lên rằng, đối với các sản phẩm có số lượng lớn, được đặt hàng nhiều lần, kanban hoạt động rất tốt. Liệu những ý tưởng đằng sau nó có thể được điều chỉnh cho nhà sản xuất hỗn hợp sản phẩm cao, khối lượng thấp, một giải pháp kiểm soát sản xuất cho “đuôi dài” của các sản phẩm tùy chỉnh và khối lượng thấp không?
Rajan Suri đã làm được điều đó, và anh ấy đã viết một cuốn sách về nó: Hướng dẫn cho học viên về POLCA . Được phát âm giống như điệu nhảy, POLCA là viết tắt của P air -cell O verlapping L oop of C ards với A uthorization. Khác xa với sự tự giải thích, cái tên trở nên rất mô tả một khi bạn hiểu những kiến thức cơ bản về hệ thống.
Về cốt lõi, POLCA cung cấp tín hiệu dưới dạng thẻ. Các tín hiệu không xác định nhu cầu đối với một sản phẩm, như kanban . Thay vào đó, chúng biểu thị năng lực hiện có. Bản thân hệ thống này hoàn toàn không yêu cầu phần mềm, nhưng nó có thể được sử dụng với các nền tảng phần mềm hiện có, có thể là hệ thống hoạch định nguồn lực doanh nghiệp (ERP) hoặc bảng tính Microsoft Excel hoặc Access “cây nhà lá vườn”.
Như nhiều nhà chế tạo tùy chỉnh nói, hoạt động của họ không bán sản phẩm; họ bán công suất có sẵn. Xem xét điều này, việc có một tín hiệu công suất thời gian thực, trên tầng cửa hàng fab và trong văn phòng, có thể có tiềm năng nghiêm trọng.
Một số bối cảnh
Suri là người sáng lập Trung tâm Sản xuất Phản ứng Nhanh (QRM) tại Đại học Wisconsin-Madison. Ông đã phát triển QRM như một phương pháp cải tiến cho các hoạt động kết hợp sản phẩm với khối lượng thấp, khối lượng cao — những hoạt động có thể tạo ra hàng nghìn bộ phận khác nhau trong một khoảng thời gian nhất định.
Trong cuốn sách của mình về POLCA, Suri không bao giờ nói rằng việc áp dụng các nguyên lý của QRM là một yêu cầu đối với hệ thống kiểm soát sản xuất, nhưng một số yếu tố của nó, bao gồm cả việc sử dụng các tế bào sản xuất đa quy trình, đặc biệt phù hợp với nó. Và như đã nêu trong các cuốn sách khác của mình, Suri đã phát triển POLCA để hỗ trợ các khái niệm QRM rộng hơn của mình.
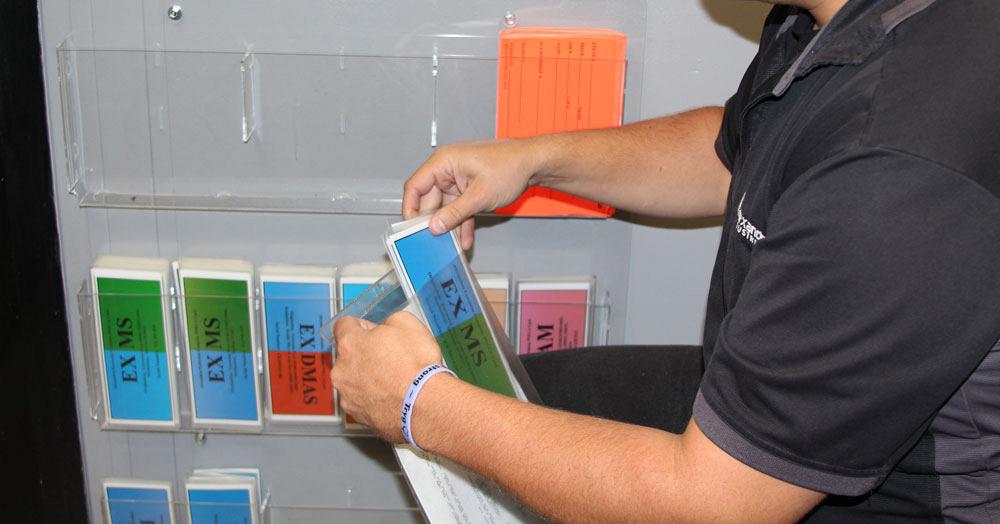
Hình 2 Mỗi ô có một bảng POLCA. Các ô ở hạ nguồn đưa thẻ đến bảng này để biểu thị rằng chúng có năng lực.
Điều đó nói rằng, biết một chút về QRM sẽ cung cấp một số ngữ cảnh. QRM tập trung vào việc rút ngắn thời gian dẫn đầu (“QR”) bằng cách tập trung vào thời gian sản xuất tổng thể — cái mà Suri gọi là thời gian quan trọng trong quá trình sản xuất , hay MCT. Nó đi theo một sản phẩm thông qua tất cả các quy trình phức tạp của nó: từ nhà cung cấp vật liệu đến kho chứa hàng, máy này sang máy khác, tế bào này sang tế bào khác, đến các nhà cung cấp dịch vụ (như sơn tĩnh điện và mạ), và ngược lại, cho đến khi công việc đến được bến nhận hàng của khách hàng . QRM cũng kết hợp thời gian liên quan đến các thành phần đã mua, có thể là từ cửa hàng máy trên đường phố hoặc hoạt động đúc ở Trung Quốc.
QRM không tập trung vào thời gian hoạt động hoặc sử dụng của máy mà thay vào đó là rút ngắn MCT. Rốt cuộc, chỉ số thời gian hoạt động của một chiếc máy có thể hoàn toàn phi thường, nhưng nếu nhiều sản phẩm hơn không được vận chuyển ra khỏi cửa trong thời gian ngắn hơn, thì một nhà chế tạo sẽ không kiếm được nhiều tiền hơn. (Bên cạnh đó, việc chạy máy ở mức gần bằng hoặc gần hết công suất có thể dẫn đến một số ùn tắc giao thông nghiêm trọng — do đó QRM tập trung vào hoạt động ở mức thấp hơn công suất tối đa.)
Sau khi thiết lập các FTMS đó, một hoạt động sẽ thiết kế các ô đa chức năng xung quanh chúng. Các ô chỉ có thể xử lý một FTMS, một số hoặc tất cả, tùy thuộc vào các hoạt động trong ô và tính chất của công việc (chẳng hạn như xu hướng số lượng và nhu cầu) mà cửa hàng thực hiện.
Hãy xem xét một nhà sản xuất tùy chỉnh tạo ra một số lượng ổn định của một số sản phẩm thiết bị nông nghiệp, cũng như một chuỗi dài các công việc tùy chỉnh khối lượng thấp với nhu cầu tương đối khó đoán. Cửa hàng đó có thể có năm chiếc FTMS — một chiếc dành cho công việc khối lượng lớn và bốn chiếc khác dành cho công việc khối lượng thấp: (1) tấm, (2) tấm, (3) nhôm và không gỉ và (4) cho những khách hàng không bình thường công việc hoặc các yêu cầu về khả năng chịu đựng chặt chẽ.
Trong tình huống này, một “ô lập kế hoạch” đa chức năng một nhóm được đào tạo chéo chuyên về ước tính, kỹ sư, làm việc với việc mua hàng và chuẩn bị công việc cho sàn có thể tập trung vào FTMS khối lượng lớn. Một ô lập kế hoạch khác có thể tập trung vào bốn phân đoạn còn lại (phần cửa hàng việc làm thực sự của doanh nghiệp).
Còn các ô trên sàn thì sao? Một lần nữa, các chi tiết cụ thể phụ thuộc hoàn toàn vào nhà chế tạo và hỗn hợp sản phẩm của nó, nhưng chỉ cần làm theo ví dụ giả định của chúng tôi, nhà chế tạo này có thể quyết định có một ô dành riêng cho cắt và đục lỗ bằng laser, từ đó cung cấp một bộ sưu tập các ô đa xử lý có phanh ép, phần cứng chèn, mài và hàn tất cả đều dành riêng hoàn toàn cho một hoặc một số FTMS.
Các ô trong QRM yêu cầu đồng vị trí nhưng tất cả các quy trình này có thể không kết hợp tốt với nhau, từ quan điểm quy trình một phần hoặc quan điểm đảm bảo chất lượng. Ví dụ, bụi từ quá trình hàn có thể là vấn đề đối với máy cắt laser. Vì vậy, cửa hàng có thể chia thiết bị thành hai ô: một ô có phanh ép và máy ép chèn phần cứng và một ô khác có hàn, mài và đánh bóng hoặc chuẩn bị sơn.
Dù vậy, con người và máy móc trong những ô đó sẽ có khả năng chế tạo toàn bộ dòng sản phẩm của FTMS. Và giống như các ô lập kế hoạch trong văn phòng, nhân viên trong các ô trên sàn sẽ được đào tạo chéo, có thể di chuyển đến những nơi cần thiết để duy trì dòng chảy.
Tuy nhiên, việc bố trí một cửa hàng đầy ắp các tế bào đa xử lý có thể sẽ không duy trì dòng chảy một mình. Bất kể nhà chế tạo trở nên “tế bào” đến mức nào, người lao động vẫn cần biết phải làm gì tiếp theo, và đây là lúc POLCA phát huy tác dụng.
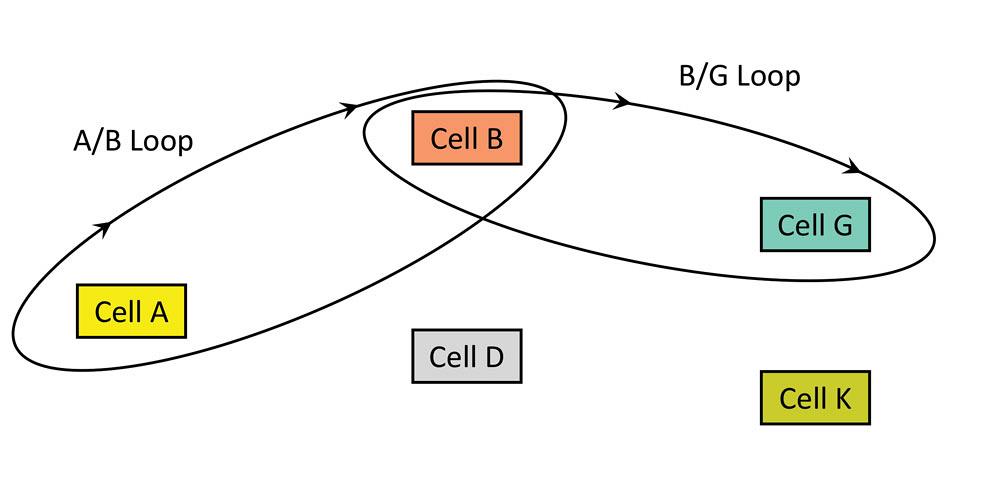
Hình 3 Các mũi tên trong biểu đồ này trình bày chi tiết hướng của dòng chảy — từ Ô A đến B đến G, trong khi phần cuối của vòng lặp (không có mũi tên) biểu thị hành trình quay trở lại của các thẻ điều khiển công suất. Các vòng này chồng lên nhau tại ô B.
Kiến thức cơ bản về POLCA
Một lần nữa, POLCA là viết tắt của chuỗi thẻ chồng chéo ô ghép nối với nhau có ủy quyền . Chắc chắn, nó không gây khó hiểu, nhưng việc chia nhỏ tên này sẽ giúp mô tả cách thức hoạt động của hệ thống.
Ô được ghép nối. Trong một cửa hàng fab, không có tế bào nào (hoặc máy móc hoặc trung tâm làm việc, cho vấn đề đó) hoạt động trong môi trường chân không. Ô thường gửi công việc đến một hoặc nhiều ô ở hạ lưu. Ví dụ, một ô chèn phần cứng uốn sẽ gửi một số công việc đến một ô mài hàn và có lẽ công việc khác tới ô sơn tĩnh điện. Khái niệm “ghép nối” chuyển trọng tâm khỏi “hiệu quả cục bộ” của ô (thời gian hoạt động của máy, bộ phận mỗi giờ) sang cách công việc luân chuyển từ ô này sang ô kia. Nếu công việc không trôi chảy từ ô này sang ô tiếp theo, hoạt động không hiệu quả.
Thẻ. “Vòng lặp chồng chéo” xuất hiện tiếp theo trong tên gọi, nhưng để hiểu điều đó, sẽ hữu ích khi hiểu vai trò của các thẻ (xem Hình 1 và Hình 2 ). Thẻ đóng vai trò là tín hiệu dung lượng. Giả sử bạn có Ô A mà nguồn cấp dữ liệu hoạt động vào Ô B. Để kiểm soát luồng công việc giữa hai ô này, nhân viên sẽ sử dụng một số “thẻ A / B” nhất định. Khi công nhân trong ô A hoàn thành một công việc, họ đính kèm một hoặc nhiều thẻ A / B (tùy thuộc vào quy mô của công việc) và gửi nó đến ô B. Tại thời điểm đó, nếu công nhân trong ô A thấy họ không có thẻ A. Thẻ / B có sẵn, chúng không thể bắt đầu bất kỳ công việc nào dành cho Ô B. Chúng có thể thực hiện các công việc dành cho các ô khác (tuân theo các quy tắc nhất định, được mô tả sau), nhưng không phải Ô B.
Trong khi đó, nhân viên ở Ô B giữ các thẻ A / B đó cho đến khi họ hoàn thành công việc liên quan của thẻ. Chỉ khi họ hoàn thành công việc, họ mới có thể gửi các thẻ A / B đó trở lại Ô A — báo hiệu một cách hiệu quả cho những người trong Ô A rằng Ô B có khả năng sẵn có.
Vòng lặp chồng chéo. Gửi lại thẻ đó sẽ tạo ra một vòng lặp. Các công việc với thẻ di chuyển từ ô A đến B. Sau khi ô B kết thúc, thẻ A / B lặp lại ô A. Thuật ngữ “chồng chéo” xuất hiện bởi vì tất nhiên, rất ít nếu có sản phẩm nào chỉ chạy qua hai ô hoặc máy trạm. Một định tuyến phức tạp có thể đòi hỏi nhiều hoặc nhiều bước sản xuất (xem Hình 3 ).
Điều này tạo ra cái mà Suri gọi là chuỗi POLCA . Hình 3 cho thấy một chuỗi trong đó ô A nuôi ô B, chuỗi này cung cấp ô G. Ô B là nơi mà vòng lặp A / B chồng lên vòng lặp B / G. Điều này cho biết người lao động cần những thẻ gì khi bắt đầu một công việc. Một lần nữa, đối với người lao động để bắt đầu một công việc, họ cần biết rằng các tế bào ở hạ nguồn có khả năng sẵn sàng.
Giả sử bạn đang làm việc trong Ô B và thấy một công việc đến với thẻ A / B được gắn vào đó và bạn sẽ cần gửi công việc đó đến Ô G. Trước khi bắt đầu công việc, bạn cần đảm bảo rằng Ô G có dung lượng khả dụng. Bạn nhìn vào một bảng trong ô của mình (Suri gọi đây là các bảng POLCA) để xem có thẻ B / G hay không. Nhưng trước khi lấy thẻ và đặt nó vào gói công việc, bên cạnh thẻ A / B (một lần nữa, thẻ này không được gửi trở lại Ô A cho đến khi công việc kết thúc), bạn cần phải làm một việc nữa. Trên thực tế, bạn cần làm điều này trước, thậm chí trước khi xem bất kỳ vật liệu nào được xếp hàng trước ô. Bạn cần xem danh sách ủy quyền.
Ủy quyền. “Với sự cho phép” là một phần quan trọng của tên POLCA. Danh sách ủy quyền tại mỗi ô hiển thị cho mọi người không phải thời điểm công việc đến hạn mà là thời điểm công việc có thể bắt đầu, dựa trên thời gian quy trình ước tính thu được từ dữ liệu lập lịch hiện có từ phần mềm ERP hiện có của cửa hàng hoặc các hệ thống khác (xem Hình 4 ).
Những công việc chậm tiến độ sẽ có ngày ủy quyền trong quá khứ; họ đứng đầu danh sách. Như Suri đã giải thích trong cuốn sách, điều này không nhất thiết có nghĩa là một công việc sẽ đến muộn. Ngày ủy quyền sẽ buộc công việc ở đầu hoặc gần đầu của mọi danh sách ủy quyền tại mỗi ô phía dưới. Điều này thực hiện hiệu quả công việc thông qua phần còn lại của quá trình định tuyến mà không làm gián đoạn đáng kể quy trình của công việc khác.
Danh sách ủy quyền trong Hình 5 cho thấy một công việc trên lịch trình cho Ô A và ô tiếp theo. Bây giờ là ngày 15 tháng 1 và bạn thấy tài liệu đã đến cho công việc R2D2 . Ngày ủy quyền của nó, ngày 13 tháng 1, là trong quá khứ, vì vậy bạn biết nó được ủy quyền để chạy. Công việc được dành cho Ô D, vì vậy bảng POLCA cần một thẻ A / D. Nếu bạn nhìn thấy nó, bạn lấy nó, đính kèm nó vào gói công việc và bắt đầu công việc.
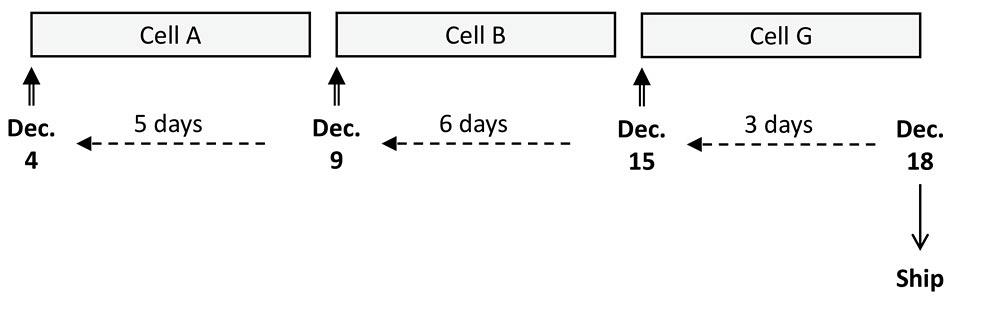
Hình 4 Lập lịch xác định ngày ủy quyền dựa trên dữ liệu có sẵn từ ERP hoặc hệ thống lập lịch khác. Ở đây, mỗi ô có một số hoạt động trung tâm làm việc cộng lại cho một số ngày nhất định. Ngày cấp phép có thể được tinh chỉnh theo thời gian
Nếu bạn không thấy thẻ A / D, bạn sẽ thực hiện quy trình tương tự cho các công việc khác trong danh sách. Một lần nữa, để chạy, nó cần được cấp quyền và nó cần một thẻ báo hiệu dung lượng khả dụng ở ô hạ lưu. Nếu bạn xem qua toàn bộ danh sách trong ngày và không có gì sẵn sàng, thì bạn có thể tiến hành các hoạt động cải tiến hoặc chuyển đi nơi khác để giúp giải phóng nút thắt cổ chai.
Suri tổng hợp điều này trong cái mà anh ấy gọi là “biểu đồ thời gian quyết định”:
- Công việc tiếp theo trong danh sách ủy quyền là gì? Nếu không còn việc làm nào nữa, hãy chuyển sang mục số 4.
- Vật liệu cần thiết để thực hiện công việc đã đến chưa? Điều này có thể bao gồm vật liệu từ ô ngược dòng và đối với một số hoạt động nhất định như lắp ráp, các thành phần đã mua. Nếu không, hãy quay lại vị trí số 1.
- Bạn có thẻ POLCA phù hợp với công việc không? Nếu có, hãy khởi chạy công việc vào ô. Nếu không, hãy quay lại vị trí số 1.
- Nếu không có công việc nào có sẵn để khởi chạy, hãy làm việc trên các hoạt động thứ cấp dựa trên danh sách đã chuẩn bị, cho đến khi một sự kiện (như tài liệu đến từ các thẻ đầu nguồn hoặc thẻ POLCA từ hạ nguồn) kích hoạt một thời gian quyết định khác.
Như Suri giải thích, điều này chuyển trọng tâm ra khỏi hiệu quả cục bộ (thời gian hoạt động của máy, các bộ phận được sản xuất mỗi giờ) và hướng tới dòng chảy. Nếu một máy tạo ra các bộ phận mà một quy trình xuôi dòng không thể xử lý, nó chỉ tạo ra WIP và thêm chất thải.
Hơn nữa, nếu một tế bào sử dụng năng lực đó để tạo ra các sản phẩm mà các tế bào hạ nguồn không thể xử lý, thì cửa hàng fab không thể sử dụng năng lực đó cho các công việc cấp bách hơn dành cho các quá trình hạ nguồn có khả năng sẵn có. Nói cách khác, một nhà sản xuất tùy chỉnh bán năng lực chứ không phải sản phẩm. Nếu nó sử dụng dung lượng mà các quy trình hạ lưu không thể xử lý, nó sẽ lãng phí dung lượng và do đó, không thể bán dung lượng đó cho người khác. Các quy tắc POLCA đảm bảo rằng dung lượng ô ngược dòng được sử dụng một cách khôn ngoan.
Chuỗi POLCA và quy trình thuê ngoài
Mỗi công việc không nhất thiết phải có một chuỗi POLCA kéo dài toàn bộ nhà máy, từ văn phòng đến bến tàu. Đôi khi làm như vậy là không thực tế. Ví dụ, nếu công việc được gửi bên ngoài để xử lý nhiệt hoặc sơn tĩnh điện, thì bước đó thực sự không thể là một “ô” khác trong chuỗi POLCA. Nếu đúng như vậy, thì một thẻ sẽ được gửi kèm theo công việc đến bộ xử lý nhiệt. Người lao động cần nhận được tín hiệu về công suất khả dụng ở hạ nguồn (tức là thẻ POLCA phù hợp) trước khi họ làm việc để lấp đầy công suất khả dụng đó. Vì vậy, nếu mọi người tuân theo các quy tắc POLCA, việc loại bỏ tín hiệu công suất từ tầng cửa hàng (bằng cách gửi thẻ đến bộ tản nhiệt) sẽ “loại bỏ” công suất khả dụng một cách hiệu quả tuy nhiên, trong thực tế, công suất rõ ràng là có sẵn.
Hình 6 cho thấy một công việc có hầu hết các hoạt động trong nhà ngoại trừ công việc mạ kẽm. Suri khuyến nghị rằng các công việc yêu cầu dịch vụ bên ngoài phải thông qua hai chuỗi POLCA. Một người bắt đầu với việc lập kế hoạch và kết thúc với nhóm lập kế hoạch hợp đồng phụ (có thể giống với nhóm lập kế hoạch ban đầu). Sau đó, nhóm hợp đồng phụ đóng vai trò là người bắt đầu chuỗi thứ hai. Khi nó gửi một công việc để mạ kẽm, nó sẽ gửi một thẻ POLCA (trong trường hợp này là thẻ FM / SUBC) trở lại ô gia công hoàn thiện. Khi công việc trở lại sau một vài ngày, nhóm sẽ giải phóng công việc vào chuỗi POLCA thứ hai.
Sự việc xảy ra: Thẻ an toàn
Tuân theo các quy tắc POLCA, khi tài liệu không có sẵn, bạn chỉ cần chuyển sang công việc tiếp theo trong danh sách ủy quyền. Nhưng nếu nguyên vật liệu bị thiếu, hoặc một bộ phận mua từ nhà cung cấp bên ngoài đến muộn thì sao? Hoặc có lẽ có vấn đề về chất lượng, có thể là với bộ phận hoặc dụng cụ (dụng cụ được chỉ định sai cho công việc, hoặc các vấn đề về thiết lập hoặc giao tiếp)?
Đây là lúc thẻ an toàn phát huy tác dụng. Công việc được chuyển ra khỏi sản xuất, một thẻ an toàn được gắn vào nó và các thẻ POLCA bình thường được trả lại cho các ô thích hợp. Điều này cho phép chuỗi POLCA hoạt động bình thường khi các nhà quản lý, giám sát và nhân viên mua hàng làm việc để khắc phục sự cố.
Ví dụ, người giám sát có thể nhìn thấy bản vẽ của một bộ phận mà người vận hành phanh ép không thể thực hiện bằng các công cụ có sẵn. Người điều khiển phanh có thể “làm cho nó hoạt động,” nhưng điều đó mất thời gian, có thể gây ra sự không nhất quán và đặt một van điều tiết rất lớn trên dòng chảy. Vì vậy, sẽ hợp lý hơn nếu rút nó ra khỏi chuỗi POLCA, gắn thẻ an toàn vào nó và cho phép nhân viên khắc phục sự cố bên ngoài quá trình sản xuất (chẳng hạn như trong kỹ thuật hoặc cửa hàng nguyên mẫu).
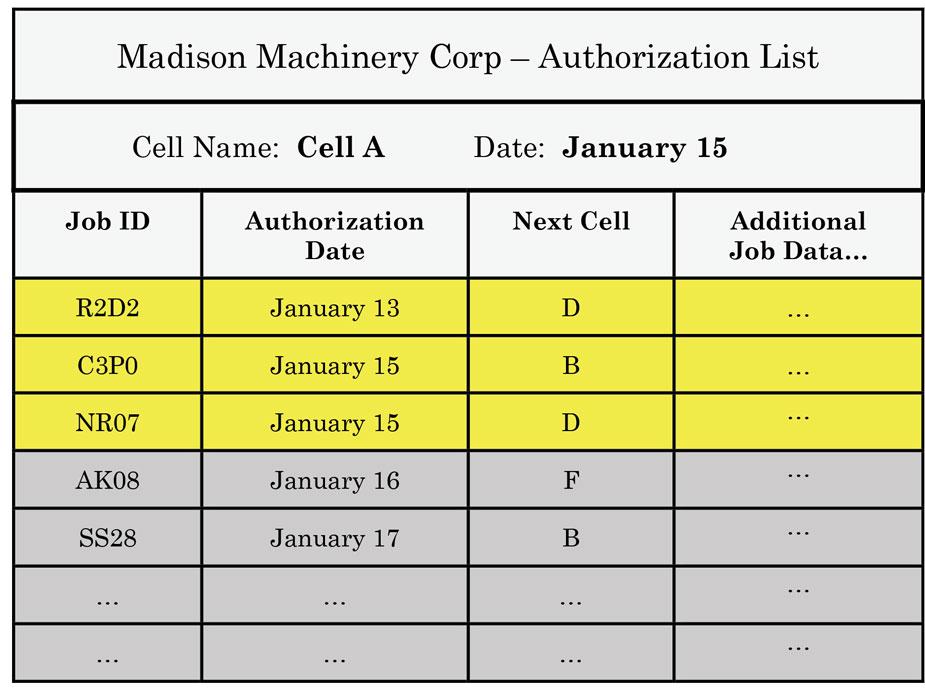
Hình 5 Danh sách ủy quyền điển hình cho một ô cung cấp mã định danh công việc, thời điểm nó được phép chạy và ô tiếp theo mà nó được định sẵn.
Một lưu ý cuối cùng về thẻ an toàn: Suri không khuyên bạn nên sử dụng chúng khi máy bị hỏng bất ngờ. Thẻ an toàn chỉ hoạt động khi công việc bị kẹt tại một buồng giam, nhưng buồng giam vẫn còn khả năng hoạt động; vấn đề nằm ở chính công việc , không phải do công cụ hay máy móc.
Đôi khi có một dòng tốt ở đây. Ví dụ, giả sử một công việc bị kẹt do thiết lập phanh báo chí khó khăn. Với đủ thời gian, người điều khiển phanh có thể làm cho nó hoạt động, nhưng một lần nữa, nó cũng sẽ cản trở dòng chảy nghiêm trọng. Và nếu công việc hiện tại đã được lên kế hoạch đúng cách (công cụ phù hợp, bán kính, tài liệu thiết lập), thì việc uốn cong nó sẽ không mất nhiều thời gian như vậy. Ô phanh vẫn có khả năng tạo ra các công việc khác một cách hiệu quả, chỉ là công việc không phải hiện tại, vì vậy việc sử dụng thẻ an toàn là có ý nghĩa.
Nhưng nếu máy hãm báo bị hỏng thì khác. Vấn đề là ở máy móc chứ không phải công việc và sự cố làm mất đi công suất khả dụng. Nếu việc sửa chữa diễn ra nhanh chóng và không làm gián đoạn dòng chảy nghiêm trọng, thì đôi khi bạn chỉ cần chờ đợi sẽ dễ dàng nhất; trong thời gian tạm thời, người lao động có thể thực hiện các hoạt động thứ cấp và phát triển các ý tưởng cải tiến (số 4 trong biểu đồ “thời gian quyết định” của Suri). Nếu thời gian trì hoãn đủ lâu, người quản lý có thể quyết định chuyển công việc trở lại ô lập kế hoạch, có thể khởi chạy lại hoặc thuê ngoài công việc.
Một tùy chọn khẩn cấp
Theo Suri, POLCA làm giảm việc chữa cháy. Tốc độ dòng chảy tăng lên biến thứ từng là “công việc hấp dẫn” chỉ thành “công việc tiếp theo” — ít nhất là trong hầu hết các trường hợp. Nhưng các nhà sản xuất biết rằng mọi thứ sẽ xảy ra và mặc dù họ đã cố gắng hết sức, một số công việc chỉ cần được chuyển qua hệ thống. Trong những trường hợp hiếm hoi (lý tưởng là) này, POLCA có cách để giải quyết.
Nếu công việc bị trễ trước khi công việc được giải phóng, người quản lý có thể thương lượng lại ngày giao hàng và thay đổi ngày ủy quyền cho những người trong chuỗi POLCA. Nếu một công việc muộn được phát hiện sau khi nó được phát hành vào chuỗi POLCA (hoặc nếu việc thương lượng lại ngày đáo hạn không phải là một lựa chọn), thì người quản lý hoặc người giám sát có thể rút một trong một số lượng hạn chế được gọi là thẻ “dấu đầu dòng”. Một công việc có thẻ dấu đầu dòng được ưu tiên hơn tất cả các công việc khác. Ngay khi nó đến một ô, nó sẽ trở thành “công việc tiếp theo” cho dù thế nào và được gửi đến ô tiếp theo ngay lập tức.
Giả sử bạn làm việc trong ô hãm báo chí và thấy một công việc có thẻ dấu đầu dòng đến. Khi quyết định công việc tiếp theo, bạn bắt đầu công việc đầu tiên, không có vấn đề gì — ngay cả khi các ô phía dưới chưa gửi thẻ tín hiệu dung lượng. Trên thực tế, thẻ dấu đầu dòng cho phép một công việc “xếp hàng thẳng hàng” thông qua toàn bộ chuỗi POLCA của nó.
Tuy nhiên, Suri cảnh báo rằng người quản lý tầng cửa hàng phải sử dụng thẻ đạn một cách tiết kiệm và có sẵn một số lượng hạn chế — hai là nhiều, chỉ một là lý tưởng. Các thẻ này về cơ bản gửi một gợn sóng trong suốt dòng chảy, làm trì hoãn các công việc khác khi thẻ đạn chuyển qua chuỗi POLCA. Thẻ dấu đầu dòng thực hiện công việc, nhưng nó thực sự là một con đường cuối cùng. Nếu hàng tá công việc nhận được thẻ gạch đầu dòng, bạn sẽ có sự hỗn loạn và khả năng kiểm soát năng lực không còn nữa.
Một hệ thống khác nhưng đơn giản
Một lần nữa, một nhà chế tạo không cần phải áp dụng tất cả các yếu tố của QRM để áp dụng POLCA. Có các ô đa xử lý là cách tiếp cận tốt nhất trong hầu hết các trường hợp, nhưng nó không hoàn toàn cần thiết trong mọi trường hợp. Một số ví dụ trong cuốn sách xác định các ô xung quanh các quy trình cụ thể, như xử lý nhiệt hoặc gia công hoàn thiện. Một cửa hàng nhỏ mà Suri mô tả trong cuốn sách đã định nghĩa “ô” có nghĩa là “máy”. Như anh ấy giải thích, điều này có thể hoạt động nếu một cửa hàng có số lượng máy hạn chế. Nhưng nếu số máy lên đến hàng chục, phương pháp này sẽ trở nên khó sử dụng khi vội vàng.
Bất chấp điều đó, theo tác giả, việc thực hiện POLCA không mất nhiều thời gian. Một nửa cuốn sách của ông bao gồm các nghiên cứu điển hình của các tác giả khách mời mô tả việc triển khai POLCA tại các công ty của chính họ, từ các nhà sản xuất kim loại hỗn hợp sản phẩm cao đến các công ty phục vụ ngành dược phẩm. Một chương sách (được viết bởi tác giả khách mời Ananth Krishnamurthy, đồng nghiệp của Suri tại Đại học Wisconsin-Madison) mô tả cách POLCA được triển khai tại một cửa hàng trong ba ngày.
Cuốn sách bao gồm nhiều chi tiết khác, bao gồm cách xử lý các chuỗi POLCA đi theo vòng tròn . Ví dụ: mài và mài, hàn, phần cứng, sau đó quay lại mài và mài, trước khi chuyển sang hoàn thiện và lắp ráp.
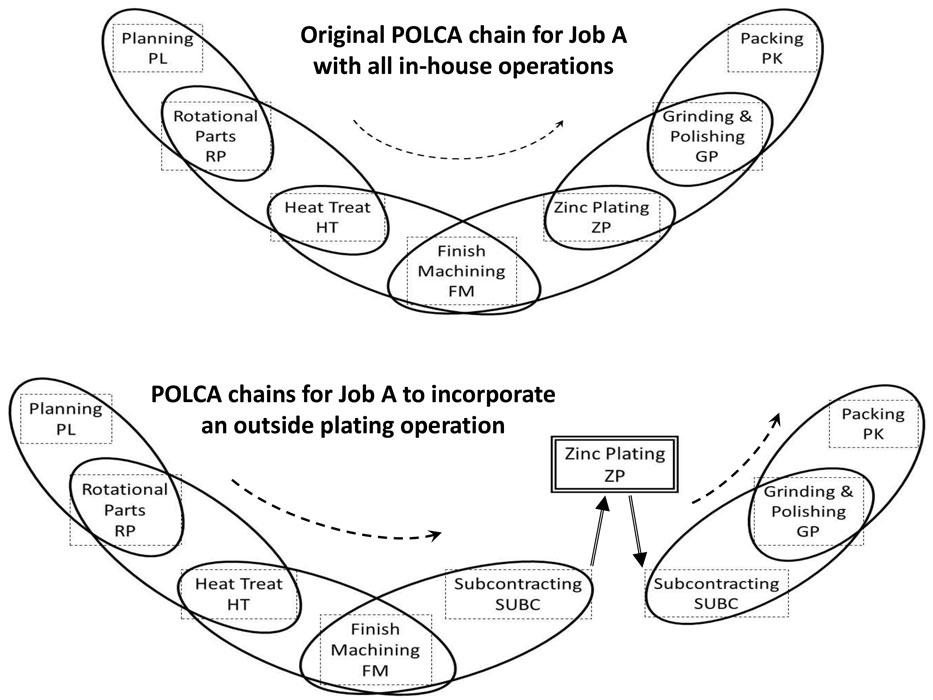
Hình 6 Tùy thuộc vào tình huống, các công việc không có bất kỳ quá trình xử lý bên ngoài nào có thể thực hiện qua một chuỗi POLCA, từ lập kế hoạch đến đóng gói và vận chuyển. Một công việc được gửi đến xử lý bên ngoài cần ít nhất hai chuỗi POLCA.
Nó cũng bao gồm mức độ công việc của mỗi thẻ POLCA và số lượng thẻ POLCA mà một cặp ô phải có. Một công việc nhỏ (ví dụ vài chục phần) có thể nhận được một thẻ, trong khi một công việc lớn (một công việc, vì lý do chất lượng hoặc thiết thực, cần được giữ lại với nhau) có thể có nhiều thẻ gắn vào nó. Suri đi sâu vào một vài phép tính đơn giản có thể giúp người chế tạo bắt đầu — nhưng tác giả nhấn mạnh rằng đây chỉ là những tính toán ban đầu. Theo Suri, POLCA là một hệ thống tự điều chỉnh. Khi hệ thống trưởng thành, số lượng thẻ có thể được tinh chỉnh.
Cuốn sách cũng mô tả cách (và cách không) triển khai POLCA chỉ trong một phần cửa hàng và / hoặc văn phòng. Thực hiện tất cả cùng một lúc thường là lý tưởng, nhưng Suri thừa nhận rằng, vì một loạt các yếu tố bên ngoài, điều đó đôi khi không thể thực hiện được.
Tác giả làm rõ rằng tự nó, POLCA không thể giải quyết tất cả các vấn đề. Có một điều, đó là một công cụ kiểm soát năng lực, không phải là một công cụ lập kế hoạch năng lực. Nó không thể san lấp mặt bằng một cách kỳ diệu cho một cửa hàng với công việc thời vụ tạo ra các đỉnh và thung lũng nhu cầu dốc. Các cửa hàng cần có khả năng lập kế hoạch công suất “cắt giảm thô”. Kết quả từ POLCA sau đó có thể được sử dụng để điều chỉnh kế hoạch trong tương lai.
Một cửa hàng cũng cần hoạt động với công suất dự phòng. Suri đề xuất ít nhất 15% công suất dự phòng cho các trung tâm làm việc quan trọng. Giống như đường cao tốc trong giờ cao điểm, nếu một nhà chế tạo hoạt động gần 100% công suất, một trục trặc nhỏ nhất cũng có thể gây tắc nghẽn giao thông nghiêm trọng, bất kể hệ thống kiểm soát sản xuất được sử dụng.
Ngoài ra, hiệu quả của POLCA phụ thuộc một phần vào việc quản lý quy mô lô hàng của một cửa hàng. Từng đợt khổng lồ hàng trăm, hàng nghìn chiếc tạo nên dòng chảy vón cục. POLCA sẽ không thay đổi điều này; trên thực tế, nó có thể làm cho vấn đề trở nên rõ ràng hơn. Trong cuốn sách, Suri mô tả cách POLCA có thể xử lý hàng loạt lớn không thường xuyên cho công việc không thể chia thành các kích thước dễ quản lý hơn. Nhưng nếu những người xử lý vật liệu dành hàng ngày để loanh quanh hàng loạt công việc khổng lồ từ bộ phận này sang bộ phận khác, thì POLCA có lẽ sẽ không cải thiện được vấn đề.
Và tất nhiên một nhà chế tạo cần có máy móc đáng tin cậy và một chương trình bảo trì phòng ngừa tốt. Nếu máy móc bị hỏng liên tục và bảo trì phản ứng diễn ra tràn lan, POLCA không có khả năng giảm thiểu sự hỗn loạn.
Cuối cùng, POLCA là để cho phép người lao động đưa ra quyết định thông minh về những việc cần làm tiếp theo. Thay vì cúi đầu không có thông tin về công suất thượng nguồn hoặc hạ nguồn, công nhân của POLCA biết những gì đang xảy ra xung quanh họ. Với kiến thức đó, họ có thể đưa ra quyết định tốt nhất để tạo ra dòng chảy hiệu quả.