
Bề mặt vật liệu tốt hơn, cắt laser tốt hơn
Nghiên cứu cắt laser thép cán nóng định lượng tầm quan trọng của chất lượng vật liệu
Khi chúng ta nói về chế tạo kim loại tấm chính xác, thép cán nguội thường được nhắc đến và vì lý do chính đáng. Thép tấm cán nguội về cơ bản là thép cán nóng đã trải qua quá trình gia công thêm, thường liên quan đến lực nén giữa các con lăn. Thép tấm cán nóng có nguồn gốc từ một tấm được gia nhiệt, được làm phẳng và chạy qua các con lăn để đạt được kích thước cuối cùng, sau đó được làm nguội sau khi gia công. Điều này khóa cấu trúc vi mô vào đúng vị trí bằng cách ngăn chặn sự khuếch tán, nhưng nó cũng tạo ra hình dạng cuối cùng ít được kiểm soát hơn so với đối tác cán nguội của nó. Quá trình giữ thép cán nóng ở nhiệt độ cực cao cũng tạo ra bề mặt có vảy.
Thép cán nóng đã xây dựng đất nước này. Các tòa nhà được làm từ nó, cũng như phần lớn các thiết bị hạng nặng tạo nên những tòa nhà đó và các đoàn tàu chở nguyên liệu thô. Ngày càng có nhiều ứng dụng trong số này đòi hỏi độ chính xác cao hơn, đó là lý do tại sao ngày càng có nhiều tấm cán nóng được đưa lên giường cắt dưới chùm tia cắt laser công suất cao. Một trở ngại khi cắt thép cán nóng bằng laser là chất lượng bề mặt của vật liệu. Những thách thức này là động lực đằng sau một nghiên cứu gần đây Steel Warehouse được thực hiện để kiểm tra tác động của bề mặt thép cán nóng đối với việc cắt laser.
Nghiên cứu cho thấy rằng trong toàn bộ phạm vi độ dày của vật liệu cán nóng, chất lượng bề mặt có tác động lớn nhất đến hiệu suất cắt. Có được bề mặt vật liệu phù hợp và quay số trong các thông số cắt laser còn lại trở nên dễ dàng hơn nhiều.
Kết quả
Nhìn chung, vật liệu có thước đo nhẹ hơn mang lại khả năng điều chỉnh laser linh hoạt hơn, trong khi vật liệu dày hơn cung cấp cửa sổ tham số quy trình nhỏ hơn để có được lưỡi cắt tốt. Cửa sổ càng nhỏ, càng khó quay số các thông số cắt laser để cắt tối ưu.
Bất kỳ người vận hành nào đã đẩy máy đến giới hạn độ dày vật liệu của nó đều biết rất rõ điều này và điều đó có ý nghĩa bằng trực giác. Có rất nhiều biến số của máy: lưu lượng khí, công suất laser, tiêu điểm, cài đặt độ rộng vết cắt và tần số cổng hoặc xung. (Vật liệu nặng hơn có xu hướng phản ứng tốt với tần số cổng thấp hơn, điều này tạo ra nhiều nhiệt hơn vào vết cắt ở cùng mức công suất laser.)
Nhưng những biến này chỉ có thể được đẩy cho đến nay; tại một số điểm, biến duy nhất có thể được cải thiện theo một cách đáng kể là chất lượng vật liệu. Nghiên cứu về cơ bản đã định lượng trải nghiệm này, nhưng nó cũng chỉ ra rằng, ở bất kỳ độ dày nào, chất lượng bề mặt vật liệu có ảnh hưởng lớn đến chất lượng vết cắt.
Điều gì xác định vật liệu “chất lượng” để cắt laser? Tất nhiên, nó phải phẳng, nhưng nó cũng phải trơn tru và nghiên cứu đã định lượng giả định này. Để so sánh giữa các loại táo, các thông số cắt được giữ ở cài đặt gốc của máy; tốc độ cắt là thông số duy nhất được thay đổi giữa các lần chạy.
Nghiên cứu đã thử nghiệm ba loại vật liệu cán nóng. Đầu tiên, nó cắt nguyên liệu cán nóng, nguyên liệu cán nóng, lớp phủ vảy và tất cả—thường được gọi là đen cán nóng (HR-black) ngay từ nhà máy. Nghiên cứu cũng đã thử nghiệm vật liệu cán nóng ngâm dầu (HRP&O) cũng như vật liệu thổi, bao gồm tấm thổi cán nóng (HR-blasted) và tấm thổi.
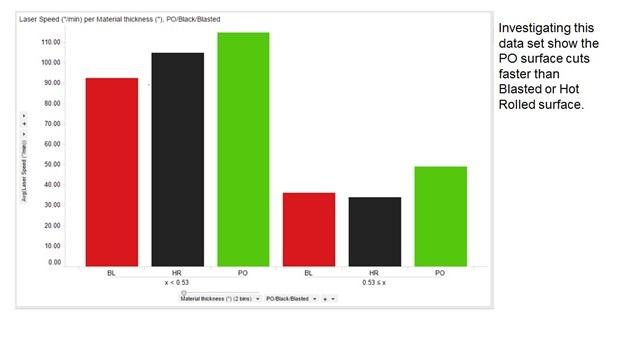
So với HR-black và blasted, HRP&O thể hiện tốc độ cắt trung bình cao hơn ở cả vật liệu mỏng và dày.
Các loại và độ dày khác nhau, từ 0,05 đến 1 inch, đã được cắt bằng hơn 1.500 lần chạy sản xuất. Vật liệu thổi có cửa sổ tốc độ cắt hẹp nhất, trong khi HRP&O cung cấp cửa sổ rộng nhất. Dữ liệu cũng cho thấy có thể đạt được tốc độ cắt cao hơn khi sử dụng HRP&O.
Quy mô dễ vỡ và chất lượng cắt
Kết quả của nghiên cứu có ý nghĩa khi bạn xem xét các nguyên tắc cơ bản về cắt laser. Sau khi được ngâm và bôi dầu, HRP&O có bề mặt nhẵn, sạch sẽ cho phép tia laser tạo ra vết cắt đồng nhất hơn nhiều.
Lợi thế tốt đến từ sự tương tác giữa các thông số cắt cơ bản, bao gồm áp suất khí hỗ trợ và vị trí tiêu điểm của chùm tia, điểm nóng nhất của vết cắt. Vị trí của điểm lấy nét, ngay phía trên, trên bề mặt hoặc bên trong vật liệu, sẽ xác định độ sâu của tiêu điểm. Độ sâu tiêu điểm càng nhất quán, các thông số cắt của bạn sẽ tạo ra kết quả nhất quán càng có cơ hội tốt hơn.
Đây là thách thức cắt laser thép cán nóng. Ở cấp độ vi mô, bề mặt có vảy của HR-black có các rãnh và hố, và chúng làm thay đổi độ sâu tiêu điểm của tia laser. Điều này làm thay đổi liên tục mức nhiệt trong vết cắt, có thể ảnh hưởng đến các thông số cắt khác.
Khi tia laze loại bỏ các bộ phận của lớp vảy, các vảy có thể rơi vào bể tan chảy, do đó có thể gây ra các vết nổ và vết rạn ở các khu vực của vết cắt. Nếu bạn thấy một cạnh của bộ phận đang nhẵn và sau đó đột nhiên có những đường vân sâu trong một khoảng cách ngắn trước khi ngay lập tức trở nên nhẵn mịn trở lại, thì rất có thể các mảnh vảy đã lọt vào vết cắt và gây ra vết nổ. Mang theo khí hỗ trợ, những mảnh này trở thành “công cụ cắt” khoét mép tấm.
Vỏ ngoài có vảy nặng không nhất thiết là xấu, đặc biệt là trên tấm nặng, miễn là vỏ ngoài nhất quán (đó là lý do tại sao một số nhà cung cấp vật liệu sẽ chuẩn bị màu đen HR bằng cách đánh bóng bề mặt). Một lớp vỏ vảy giúp phân phối nhiệt của chùm tia dọc theo bề mặt vật liệu. Vấn đề là lớp vỏ nặng thường không được dính hoàn toàn ở tất cả các vị trí trên bề mặt vật liệu. Chúng có thể lỏng lẻo và bong tróc, điều này không cho phép nhiệt từ chùm tia phân bổ và tản nhiệt đồng đều. Điều này làm cho quá trình cắt khó kiểm soát hơn.
Vỏ bọc lỏng lẻo, dễ bong tróc này cũng có thể tạo ra một thứ có lẽ là trở ngại lớn nhất đối với việc cắt vật liệu cán nóng: một khe hở không khí giữa lớp phủ vảy và bề mặt vật liệu. Gần như là chùm tia laze bây giờ phải cắt hai bề mặt: mặt trên của lớp vỏ vảy và vật liệu cơ bản. Sau khi chùm tia chạm vào thang đo và đi qua khe hở không khí đó đến bề mặt tấm đế, nhiệt độ (năng lượng) của nó giảm xuống.
Quy mô bong tróc làm cho vấn đề tồi tệ hơn. Như đã lưu ý trước đó, các vảy có thể tách ra và rơi vào bể tan chảy. Khí hỗ trợ có thể khiến các mảnh vụn thổi qua rãnh cắt (thổi ra ngoài), hoặc thậm chí có thể làm tăng cặn nhiều hơn, cho phép nhiệt đi vào bên dưới lớp vỏ cáu cặn, dẫn đến sự lan truyền nhiệt không kiểm soát được.
xem chùm lông
Tất cả điều này đang xảy ra ở cấp độ vi mô. Mặc dù người vận hành không thể nhìn thấy điều đó xảy ra bằng mắt thường, nhưng họ có thể tìm thấy bằng chứng về điều đó xảy ra khi họ nhìn vào chùm tia lửa phát ra từ bên dưới vật liệu.
Một chùm hình nón nhất quán là một dấu hiệu tốt cho thấy tia laser đang tạo ra một cạnh cắt nhất quán. Nếu chùm khói bên dưới lệch sang một bên hoặc chạy ra phía sau chùm tia, thì rất có thể có thứ gì đó (chẳng hạn như cặn dễ bong) đang gây ra sự cố phân phối nhiệt. Các tia lửa có thể dội lên mép trên của vết cắt đơn giản vì nó không tan hết do mất nhiệt. Độ nảy có thể trở nên tồi tệ đến mức vật liệu có thể bắt đầu bị thổi ngược qua đường cắt. Cuối cùng, tia laser có thể mất vết cắt và bắt đầu hàn. Tại thời điểm này, người vận hành có thể dừng cắt và khởi động lại để lấy lại đường cắt. Tất nhiên, tất cả điều này cản trở năng suất một cách lớn.
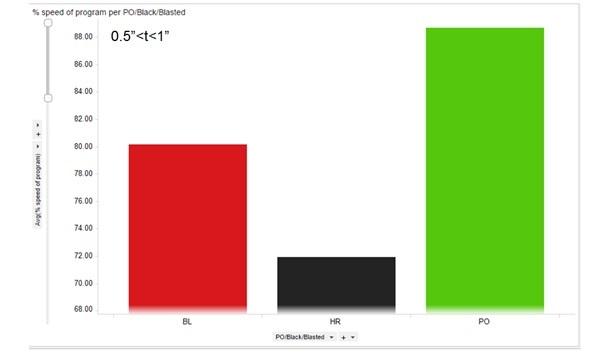
HRP&O chạy ở tỷ lệ phần trăm tốc độ cài đặt gốc (hàng dự trữ) của máy cao hơn so với vật liệu HR-đen hoặc vật liệu nổ.
Quá trình tách được sử dụng để sản xuất vật liệu nổ tạo ra các vết nứt siêu nhỏ trên bề mặt vật liệu, điều này lại gây ra các vấn đề về cắt laser. Bề mặt không nhất quán sẽ tạo ra tiêu điểm chùm tia không đồng đều, dẫn đến chất lượng vết cắt không đồng đều.
Những miệng hố siêu nhỏ đó đôi khi có thể khiến việc cắt laser trở nên khó khăn hơn so với việc cắt tấm cán nóng, có vảy, thông thường. Dầu có thể giúp lấp đầy các miệng hố siêu nhỏ đó để tạo ra bề mặt đồng nhất hơn.
Áo khoác ngâm chua và vảy
Tẩy gỉ thép cán nóng giúp loại bỏ vảy dễ bong, do đó bề mặt không đổi trên toàn bộ tấm. Lưu ý rằng mặc dù ngâm tẩy giúp loại bỏ lớp vảy bong tróc, lỏng lẻo nhưng không loại bỏ được toàn bộ lớp vảy. Một chiếc áo khoác tỷ lệ phút vẫn còn. Bạn không thể nhìn thấy nó, nhưng nó giúp cắt laser. Đó là bởi vì, một lần nữa, quy mô phân phối nhiệt. Các lớp trên cùng của lớp vỏ bao gồm ba oxit sắt: FeO, Fe 2 O 3 và Fe 3 O 4 .
Lưu ý rằng cấu tạo của lớp vỏ cáu cặn có thể khác nhau tùy thuộc vào việc vật liệu đến từ máy nghiền lò oxy cơ bản (máy nghiền tích hợp) hay máy nghiền nóng chảy lò hồ quang điện. Loại thứ hai sử dụng vật liệu tái chế để lại dấu vết các sản phẩm phụ, như đồng dư, trong quy mô. Thép từ quặng không có những tạp chất này.
Nhiệt độ nóng chảy thấp của những tạp chất này thực sự có thể giúp phân phối nhiệt và hỗ trợ cắt laser trong một số trường hợp. Cụ thể, những sản phẩm phụ này đi vào bể cắt và giữ cho nó nóng hơn khi tia laser di chuyển qua. Tất nhiên, tất cả điều này phụ thuộc vào lượng tạp chất trong vật liệu. Quá nhiều sẽ cản trở nhiều hơn là giúp ích cho quá trình cắt.
Vật liệu cán nóng ngâm thẳng (không dầu) không được thử nghiệm, nhưng nó vẫn được áp dụng trong nhiều ứng dụng. Tuy nhiên, việc tẩy rửa tạo ra một bề mặt hoàn toàn sạch sẽ, tuy nhiên, vẫn còn lại một lớp cặn nhỏ. Nó tốt cho một số ứng dụng trong đó bề mặt có dầu không được chấp nhận để đáp ứng các yêu cầu cụ thể về hàn, sơn hoặc các nơi khác. Tuy nhiên, như với bất cứ thứ gì trong quá trình chế tạo, việc tẩy thẳng có sự đánh đổi. Ngưng tụ trên kho ngâm thẳng, đặc biệt là khi ngồi trên cây ở miền Nam ẩm ướt, có thể dẫn đến bệnh gỉ sắt. Điều này một lần nữa dẫn đến bề mặt vật liệu không nhất quán và tình huống cắt laser đầy thách thức. Trong nhiều trường hợp, có thể hợp lý khi sử dụng vật liệu như vậy với một chất dầu khô được gọi là chất bôi trơn khô để bảo vệ chống rỉ sét mà không cần lớp phủ dầu mỏng. Tuy nhiên, khả năng bảo vệ của chất bôi trơn khô không kéo dài lâu,
Điều kiện bề mặt thực sự quan trọng
Sau khi cắt hàng nghìn tấm và tấm, nghiên cứu đã định lượng được điều mà nhiều người vận hành có kinh nghiệm đã giả định trong nhiều năm: bề mặt vật liệu có ảnh hưởng lớn hơn nhiều đến chất lượng cạnh so với bất kỳ điều kiện cắt nào khác.
Đó là lý do tại sao việc chải HR-black bằng dầu trước khi cắt laze lại có ý nghĩa. Một số nhà cung cấp kim loại sử dụng chất đệm để làm sạch bề mặt và sau đó tra dầu cho nó. Điều này có thể giúp giải quyết một số vấn đề, nhưng nó không loại bỏ được tất cả cặn lỏng và khí gas như cách tẩy. Nó quay trở lại việc tạo cho chùm tia một bề mặt nhất quán: không có khuyết điểm, không có hố và rãnh, không có tỷ lệ lỏng lẻo, không có gì cản trở điểm lấy nét không đổi và độ sâu lấy nét nhất quán.
Có, các thông số cắt có thể khác nhau tùy thuộc vào môi trường cửa hàng và nhiều yếu tố khác. Điều này tất nhiên bao gồm bảo trì phòng ngừa thích hợp trên máy. Quang học kém sẽ khiến bạn bị cắt xấu cho dù vật liệu của bạn có tốt đến đâu. Nhưng nếu bạn cung cấp cho một máy cắt laser được bảo dưỡng tốt vật liệu nhất quán với bề mặt phẳng và nhẵn, thì chỉ cần sử dụng các thông số cắt ban đầu của máy từ nhà máy là bạn có thể tiến gần hơn nhiều bước đến sự hoàn hảo khi cắt.