
Cắt và hàn laser bằng một công cụ
Là một cái đầu tốt hơn hai?
Các nguồn laser ngày nay có công suất và chất lượng chùm tia cần thiết để cắt và nối kim loại một cách nhanh chóng và lặp đi lặp lại. Thị trường đòi hỏi loại hình sản xuất linh hoạt đó, vì vậy những đặc điểm đó là những yêu cầu cơ bản trong các thiết bị laser hiện đại.
Nhu cầu thị trường cũng đã thúc đẩy ý tưởng xử lý đa chức năng. Điều đó đã dẫn đến sự phát triển của một đầu kết hợp có khả năng cắt laser và hàn các phôi kim loại 3-D.
“Đầu lược”, được phát triển tại Viện Công nghệ Laser Fraunhofer (ILT) ở Aachen, Đức, có thể thực hiện cắt và hàn 3-D theo trình tự tùy ý mà không cần trang bị lại ( Hình 1 ). Các bước xử lý, định vị và kẹp bộ phận được loại bỏ bằng phương pháp này. Kết quả là giảm thời gian và chi phí sản xuất, cũng như độ chính xác sản xuất được cải thiện.
 |
| Hình 1 Một đầu combi-head được phát triển tại Fraunhofer ILT laser cắt và hàn một cụm kim loại tấm. |
Hơn nữa, combi-head mở ra cơ hội chế tạo các thành phần kim loại phức tạp với nhiều biến thể, điều mà trước đây không thể sản xuất với chi phí hiệu quả.
Mặc dù khái niệm về xử lý laser đa chức năng rất đơn giản và thị trường dường như đã sẵn sàng cho một thiết bị như vậy, một số vấn đề kỹ thuật đã phải được giải quyết trước khi nó trở thành hiện thực.
Sự khác biệt giữa cắt và hàn
Chức năng cắt và hàn rõ ràng là rất khác nhau.
Trong các đầu cắt tiêu chuẩn, một luồng khí cắt cường độ cao, di chuyển đồng trục với chùm tia laser hội tụ, phải cung cấp khả năng đẩy tan chảy ra khỏi vết cắt một cách hiệu quả. Một vòi phun áp suất cao dẫn hướng chùm tia laser sao cho chùm tia hội tụ và tia khí gặp phôi bên dưới lối ra của vòi phun. Một thấu kính trong khẩu độ lối vào laser của vòi cung cấp khả năng bịt kín khí của buồng vòi và tập trung chùm tia laser. Ngoài ra, đầu vòi đóng vai trò là cảm biến khe hở điện dung, đảm bảo khoảng cách không đổi đến bề mặt tấm khoảng 1 mm khi phối hợp với điều khiển vòng kín của trục máy.
Trong các đầu hàn tiêu chuẩn với laser bán dẫn và laser bán dẫn, thấu kính quang học cũng phục vụ chức năng lấy nét. Tuy nhiên, với laser CO 2 , gương quang học được sử dụng.
Để tạo ra lớp bảo vệ trơn tru và xử lý dòng khí, theo yêu cầu hàn, các đầu phun ngoài trục chủ yếu được áp dụng cách điểm tiếp xúc laser vài mm. Ngoài ra, một tia khí nén chéo được bố trí giữa quang học và vòi phun khí xử lý. Tia phản lực chéo thổi ngang tới trục laser để bảo vệ hệ thống quang học khỏi khói hoặc tia bắn phát ra từ vùng hàn. Theo đó, trái ngược với hệ thống quang học kín khí trong các đầu cắt tiêu chuẩn, đầu hàn yêu cầu phần dòng chảy hở—là khí được tách rời tự động khỏi vùng xử lý—bên dưới hệ thống quang học.
Dựa trên cách tiếp cận truyền thống này đối với công nghệ laser, đầu cắt laser tiêu chuẩn không thể được sử dụng để hàn và đầu hàn laser không thể đáp ứng tốc độ cắt và chất lượng yêu cầu trong hầu hết các ứng dụng công nghiệp. Trong một số thiết kế máy laser, có thể thay đổi đầu nếu người dùng muốn thay đổi giữa các hoạt động cắt và hàn. Một số kỹ sư laser giải quyết thách thức bằng cách lắp đồng thời hai đầu, một đầu cắt và một đầu hàn, trong một máy. Nhưng điều đó dẫn đến sự phức tạp hơn, bởi vì ngoài hai đầu phải được gắn với nhau, một bộ chuyển đổi chùm tia phải được kết hợp giữa hệ thống phân phối chùm tia và các đầu hoặc giữa nguồn laser và hai đường phân phối chùm tia riêng biệt (ống hoặc sợi quang). ).
 |
| Hình 2 Một tấm laser CO 2 4 kW và đầu kết hợp với gương quang học cắt thép nhẹ và thép không gỉ cũng như nhôm. |
Một đầu cho hai quy trình
Cách tiếp cận một đầu giúp đơn giản hóa sự phức tạp của cách tiếp cận hai đầu.
Các yêu cầu khác nhau của đầu cắt và đầu hàn hiện đã được kết hợp trong một phiên bản sửa đổi của Vòi phun tự động, một thiết kế được phát triển tại Fraunhofer ILT hơn 10 năm trước. Thiết kế vòi phun đã được chứng minh trong các ứng dụng công nghiệp với đầu cắt gương công suất cao lên đến 12 kW.
Kết quả cắt được tạo ra bởi đầu combi mới với Vòi phun tự động và gương quang học sử dụng laser tấm Rofin DC040 4-kW CO 2 với chất lượng chùm tia K = 0,9 được thể hiện trong Hình 2 .
Chùm tia laser hội tụ được truyền qua Vòi phun tự động trước khi gặp phôi cùng với tia khí. Bằng cách thay đổi khẩu độ lối vào laser trong vùng lân cận của lối ra vòi và tối ưu hóa quá trình chuyển đổi từ kênh khí hình khuyên sang lối ra vòi hình trụ, một thiết kế dòng chảy đã được cấp bằng sáng chế được tạo ra. Thiết kế dòng chảy đảm bảo rằng một lượng khí tối thiểu rò rỉ ra ngoài qua lỗ vào mở phía trên lối ra của vòi phun, nơi tia khí được xả ra và cung cấp một lượng rò rỉ nhỏ lên trên cần thiết để tránh hút không khí qua lỗ vào bằng dòng khí quá trình đi xuống. Với những phát triển thiết kế này, vòi phun có thể tạo ra dòng khí xử lý đồng trục trong dải áp suất rộng, không phụ thuộc vào hệ thống quang học hội tụ và không có cửa sổ bịt kín ở lối vào laser. Là “tự chủ,”
Điều này là cần thiết vì tia khí trơn được sử dụng trong quá trình hàn không thể bảo vệ hệ thống quang học khỏi khói và bắn tóe.
 |
| Hình 3 Một rô-bốt sáu trục giữ một đầu kết hợp được trang bị thấu kính quang học kết hợp sợi quang dành cho laser trạng thái rắn. |
Do đó, một tia phản lực chéo với nguồn cung cấp khí nén, một van kiểm tra xen kẽ để cắt và khí hàn, và một chương trình điều khiển số thích hợp để thay đổi các tham số quy trình cho phép đầu cắt biến thành đầu hàn.
Nhưng đó là Vòi phun tự động, với thiết kế mỏng, đối xứng xoay và cảm biến khe hở điện dung tích hợp, là thành phần chính của đầu xử lý phổ quát để cắt và hàn 3-D.
Đầu combi, như thể hiện trong Hình 3 , có thể được trang bị thấu kính hoặc gương quang học và phù hợp với laser trạng thái rắn cũng như laser CO 2 .
Kết quả ứng dụng
Tính linh hoạt tăng lên nhờ kết hợp các quy trình trong một đầu thực sự trở nên rõ ràng khi đầu được sử dụng kết hợp với rô-bốt và laser trạng thái rắn, được ghép nối bằng sợi quang. Trong một ứng dụng 3-D, các lớp vỏ trên và dưới của khung mái ô tô được cố định trong một thiết lập kẹp duy nhất được hàn lại với nhau, cắt bỏ các phần và hàn các kẹp vào chúng theo một trình tự quy trình nhanh chóng. Điều này đã được thực hiện với tia laser Nd: YAG được bơm bằng điốt Rofin DY044 4 kW và rô-bốt Kuka KR30 HA sáu trục.
Laser CO 2 cũng đã được chứng minh là phù hợp cho các ứng dụng cắt và hàn với đầu kết hợp. Laser mạnh tới 12 kW đã được sử dụng thành công trong phòng thí nghiệm trên tấm kim loại dày tới 10 mm. Bất chấp những thành công đó, Fraunhofer ILT khuyến nghị rằng đầu lược được sử dụng trong các ứng dụng công nghiệp với độ dày tấm tối đa là 6 mm và công suất chùm tia là 8 kW.
Đầu combi đặc biệt thể hiện ưu điểm cho 3 nhóm sản phẩm:
- Các bộ phận lắp ráp phức tạp đòi hỏi nhiều thay đổi nhanh chóng giữa các thao tác hàn và cắt
- Các sản phẩm có nhiều biến thể, chẳng hạn như chế tạo tùy chỉnh, phần cắt tùy chọn và mối hàn
- Các bộ phận cần định vị và định hướng chính xác giữa các đường viền cắt và mối hàn hoặc cần có các lỗ hoặc cạnh được cắt chính xác trên một sản phẩm đã được hàn sẵn.
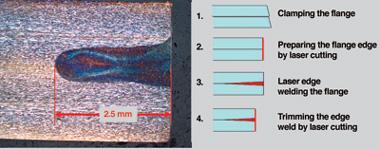 |
| Hình 4 Mối hàn cạnh này trên tấm thép không gỉ dày 1,5 mm đã được chuẩn bị, hàn và cắt bằng tia laser sợi quang 5 kW hoạt động ở mức 3 kW để cắt và ở mức 2 kW để hàn. Đầu combi được trang bị thấu kính quang học và tiêu cự f = 300 mm. |
Nhóm sản phẩm cuối cùng trong số ba nhóm sản phẩm này có thể được minh họa bằng cách xem các mặt bích hàn cho khung, vỏ hoặc các bộ phận kết cấu. Đầu tiên, các mặt bích được chuẩn bị bằng cách cắt bằng chùm tia laser (có thể được hàn bằng đinh trước để cải thiện độ ổn định của thiết lập); sau đó hàn laser bằng cách sử dụng các khớp chồng lên nhau hoặc cạnh; và cắt tỉa chính xác dọc theo mối hàn, một lần nữa bằng cách cắt laser, để cung cấp một thành phần có độ chính xác cao, nếu cần, chiều rộng mặt bích tối thiểu và khả năng chống ăn mòn tuyệt vời.
Mặt cắt ngang tương ứng của mặt bích chồng lên nhau, được cắt và hàn cạnh bằng laser sợi quang IPG Photonics YLR-5000 5 kW (với đường kính sợi quang 100 m) được trình bày trong Hình 4 . Điểm trung tâm công cụ không đổi (TCP) của đầu lược cho phép thực hiện vị trí tương đối chính xác của các lần chuyền khác nhau. Yêu cầu cơ bản để có kết quả tốt là kỹ thuật kẹp phù hợp.
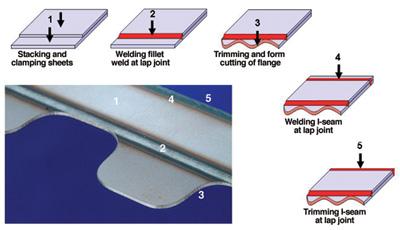 |
| Hình 5 Trong ví dụ về thiết kế chắp vá này, một đầu kết hợp sẽ cắt và hàn phôi. |
Một ví dụ khác là thiết kế chắp vá trong Hình 5 . Chuỗi quy trình hàn và cắt tích hợp mở ra khả năng sản xuất các thiết kế mới với chi phí hiệu quả.
Phương pháp cắt và hàn laser như vậy phù hợp với môi trường sản xuất ngày nay đòi hỏi sự kết hợp giữa thời gian sản xuất ngắn và năng suất cao. Đầu combi cũng linh hoạt ở chỗ nó có thể hoạt động với thấu kính hoặc gương quang học và các loại laser khác nhau.
Khi tính đến các tính năng và khả năng kỹ thuật của đầu lược, Fraunhofer ILT tin rằng một hoạt động chế tạo có thể giảm chi phí vận hành xuống hai lần hoặc nhiều hơn khi áp dụng công nghệ sử dụng kép này.