
Cách AI giúp biến việc hàn ống tự động trở thành hiện thực cho các cửa hàng fab
Di chuyển tự động hóa một vài bước gần hơn để hoạt động giống như một thợ hàn ống lành nghề
“Hàn ống một kích thước toàn phần, xuyên thấu là điều mà tôi đã tránh tự động hóa trong toàn bộ sự nghiệp của mình, bắt đầu từ đầu những năm 1980, bởi vì yêu cầu về điều khiển thích ứng rất cao.”
Dan Allford, chủ tịch của ARC Specialties , một công ty phát triển quy trình và hệ thống tự động có trụ sở tại Houston cho biết. “Đó là lý do tại sao, bất cứ ai đến với chúng tôi với mối liên kết toàn diện, một mặt, tôi nhất định phải chuẩn bị J. Khi bạn chạy một chuẩn bị J, bạn chạy một mở gốc bằng không và số không có thể lặp lại. Nhưng ngay sau khi bạn chuyển sang giai đoạn chuẩn bị V, bạn sẽ có một lần mở gốc có thể thay đổi, và việc tự động hóa ứng dụng đó trở nên thực sự khó khăn. ”
Điều này bắt đầu thay đổi cách đây ba năm khi Allford chứng kiến ba công nghệ phát triển hoàn thiện. Đầu tiên là cobot, cho phép tự động hóa hàn ống hoạt động gần người. Thứ hai là quét laser 2D giá cả phải chăng có thể quét và lập bản đồ một khớp. Và thứ ba là hàn hồ quang kim loại khí truyền ngắn mạch dạng sóng tiên tiến (GMAW) .
Khi nói đến hàn ống, truyền ngắn mạch dạng sóng tiên tiến tạo ra một vùng “mềm” mà trong những năm gần đây đã cho phép thợ hàn ống thu hẹp các khoảng trống có thể thay đổi lớn. Allford nói: “Một con người có thể thích ứng với sự thay đổi khoảng cách bằng cách quan sát chiều rộng và thay đổi tốc độ di chuyển và chiều rộng dao động của mình ngay lập tức. “Tất cả đều tốt và tốt, nhưng máy móc không thể làm điều đó cho đến khi chúng có khả năng phát hiện độ rộng [root-gap] và phản ứng với nó. Đó là nơi xuất hiện tính năng quét laser cũng như trí tuệ nhân tạo, có nghĩa là hệ thống học tập một cách nhanh chóng. Trong trường hợp này, chúng tôi đang sử dụng CPU để xác định các thông số hàn tốt nhất cho bất kỳ kích thước khớp nhất định nào. “
GMAW ngắn mạch thông thường không phải là một quá trình được lựa chọn cho gốc của mối hàn ống. Đó chủ yếu là do cách hoạt động của ngắn mạch. Nó thất thường, xảy ra trong những khoảng thời gian không nhất quán và ở các mức độ khác nhau của cường độ. Thao tác súng hàn ở gốc hơi giống như điều hướng một chiếc thuyền qua vùng nước chảy xiết, cố gắng giảm thiểu các mảnh kim loại nóng chảy bắn lên thành bên của mối nối có thể tạo ra sự lạnh lẽo. Nói tóm lại, quy trình này có tác dụng chống lại thợ hàn, những người, nhiều khả năng hơn là không thích sử dụng ngọn đuốc hồ quang vonfram khí. Mặt khác, GMAW ngắn mạch dạng sóng tiên tiến điều khiển ngắn mạch và giảm dòng điện để điều khiển sự truyền kim loại. Điều đó cho phép thợ hàn kiểm soát tốt hơn nhiều đối với vũng hàn.
Mặt khác, quá trình này cũng có đặc tính thâm nhập rất thấp và độ pha loãng thấp. “Đó là lý do tại sao nó là một trong số ít quy trình không được kiểm định chất lượng [để hàn ống cấp mã] bởi Hiệp hội hàn Hoa Kỳ,” Allford nói. “Vì vậy, sở thích của chúng tôi là chỉ sử dụng nó khi chúng tôi cần sử dụng”. Điều này bao gồm cả thẻ gốc quan trọng.
Ngày nay, công ty đã triển khai một hệ thống – với AIPW, hay Máy hàn ống trí tuệ nhân tạo – hàn các đường ống trong 1G, với các đinh được đặt ngẫu nhiên xung quanh chu vi. Nó bao gồm một cánh tay cobot từ Universal Robot s và một nguồn năng lượng hàn theo quy định của Miller Kim loại lắng đọng (RMD). Nó có thể xử lý mọi thứ từ 1/16 đến 3/16 inch. khoảng cách và có thể xử lý sự thay đổi cao-thấp (sự không phù hợp nhỏ giữa hai vùng đất của rãnh V) lên đến 3/32 in. Cho đến nay, hệ thống đã được sử dụng trong đường kính ống lên đến 24 inch và trong các bức tường từ 0,25 đến Dày 0,5 inch.
Allford cho biết: “Cho đến nay chúng tôi đã hàn ống thép carbon tiêu chuẩn [ASTM] A106,“ nhưng khái niệm này nên áp dụng cho tất cả các loại vật liệu. ”
Trong hầu hết các thiết lập, đinh ghim đã được làm lông, có nghĩa là có một sự chuyển đổi trơn tru giữa chốt gài và thành bên, nhưng chúng không cần phải có lông. Nếu rãnh lớn, hệ thống có thể bắt đầu với ngắn mạch dạng sóng nâng cao, nhanh chóng chuyển sang GMAW phun xung trên rãnh lớn (cung cấp khả năng thâm nhập và lấp đầy lớn hơn), sau đó chuyển trở lại khi súng hàn xóa rãnh và đang hàn gốc.
Khi máy quét laser lập bản đồ toàn bộ khớp, CPU sẽ tính toán cách xử lý sự thay đổi. Nó bắt đầu ở chỗ gần lỗ gốc nhỏ nhất. Bởi vì có một khe hở nhỏ hơn ở điểm bắt đầu (trong hàn ống cũng là điểm kết thúc), súng có thể di chuyển với ít dao động hơn và ở tốc độ cao hơn. Điều này có nghĩa là vào cuối chu kỳ, khi hồ lớn và chất lỏng, mối hàn có ít cơ hội chảy qua hơn.
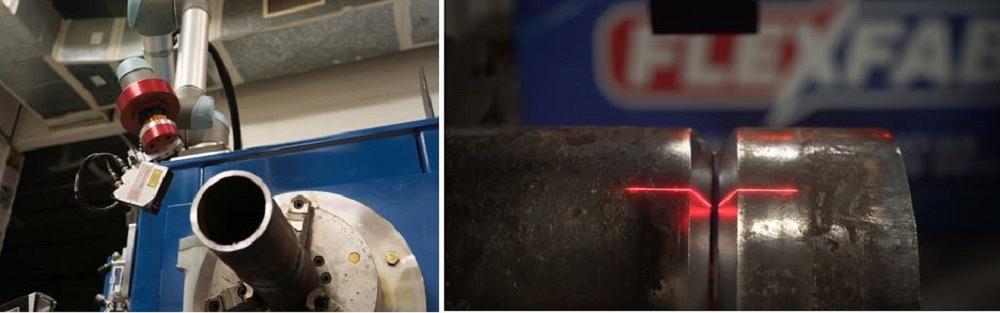
Một tia laser quét một mối hàn ống để phát hiện những thay đổi về độ hở của chân răng và các biến thể hình học khác.
Mối hàn bắt đầu từ gốc với một đường dệt tinh tế có dạng hình sin (không có nhiều không gian cho một đường dệt rõ rệt ở gốc). Nhưng bắt đầu từ đường chuyền nóng, hệ thống có thể bắt đầu thao tác dệt theo một góc, hướng mối hàn vào các ngón chân mối hàn của đường chuyền trước đó. Thực tế, điều này mô phỏng hành động của một thợ hàn ống thủ công “đi cốc” để đảm bảo các đặc tính xuyên thấu và thấm ướt thành bên tốt, tạo ra sự chuyển tiếp trơn tru giữa mối hàn và kim loại cơ bản. Sau khi gốc, hệ thống sẽ chuyển sang GMAW phun xung cho các quá trình làm nóng và lấp đầy.
Trung tâm của tất cả là nội suy, hành động liên hệ dữ liệu từ máy quét laser với các thuộc tính vật lý của mối hàn. Điều này bao gồm độ mở của rễ và kích thước tổng thể của rãnh chữ V cũng như vị trí, kích thước và tính chất (có lông hay không) của rãnh.
Jim Walker, kỹ thuật viên hàn tại ARC Specialties cho biết: “Chúng tôi phải tương quan tất cả những điều này. “Tôi nghĩ đó có thể là phần thách thức nhất của toàn bộ dự án.”
Cụ thể, nhóm nghiên cứu cần phát triển một bộ thông số mối hàn làm cơ sở để tương quan những gì hoạt động đối với lỗ hở chân răng cụ thể. Nội suy như vậy có thể được coi là các điểm điều hướng dọc theo bản đồ của một đường ống. Khi máy quét laser chụp lại bản đồ mối nối, hệ thống dựa trên AI biết rằng các đặc điểm mối nối nhất định – độ mở gốc này , thể tích rãnh đó , các loại mối hàn này – tương quan với sự kết hợp cụ thể của các thông số mối hàn. Các thông số quan trọng nhất là biên độ dao động (chiều rộng sợi dệt) và hình dạng (hình sin so với bước đi-cốc).
Walker giải thích: “Chúng tôi có các lịch trình hàn khác nhau cho mỗi lần mở gốc. “Hiện tại, các thông số duy nhất thay đổi là độ rộng dao động, vì vậy robot có thể tiếp tục thu hẹp khoảng cách một cách chính xác và tốc độ di chuyển, do đó lượng tích tụ kim loại phụ của bạn không đổi. Nhưng chúng tôi đã thiết kế nó để bạn cũng có thể thay đổi nguồn cấp dây, điện áp và điều khiển hồ quang nếu cần. Tuy nhiên, cho đến nay, chúng tôi vẫn chưa tìm thấy nhu cầu về nó ”.
Tất cả điều này tạo tiền đề cho quá trình hàn tự động . Một người vận hành cố định một đường ống đã được cố định vào một vật cố định quay. Tia laser quét mối nối, CPU tính toán các biến thể và điều chỉnh quy trình cần thiết, sau đó cobot bắt đầu hàn mà không cần giám sát, không có sự can thiệp của người vận hành từ gốc đến nắp.
Chuyển sang 5G
Thiết lập cobot hoạt động ở 1G, vị trí phổ biến nhất trong hàn ống, trong đó ống quay trên bộ định vị và súng hàn vẫn đứng yên. Nhưng còn những trường hợp ống vẫn nằm ngang nhưng không xoay được thì sao? Còn về hàn trong 5G?
Trong những tháng gần đây, ARC Specialties đã làm việc với lỗi cơ giới hóa của Bug-O Systems để phát triển tính năng hàn ống 5G hoàn toàn tự động. Nó hy vọng sẽ bắt đầu thương mại hóa hệ thống trong năm tới.
Các thiết lập hiện tại liên quan đến hai lỗi, mỗi lỗi hàn một nửa chu vi của một đường ống có đường kính lớn. (Theo Walker, một hệ thống tương tự có thể được thiết kế cho một đường ống có đường kính nhỏ hơn với một lỗi duy nhất di chuyển toàn bộ chu vi đường ống.) Như với hệ thống 1G, một máy quét laser lập bản đồ hình học của mối nối. Một khái niệm tương tự về phép nội suy cũng xảy ra, nhưng nó đã tiến một bước xa hơn. Hệ thống không chỉ phải thích ứng với những thay đổi về chiều rộng khe hở và hình dạng mối nối mà còn phải tính đến mối quan hệ thay đổi liên tục giữa súng hàn và mối nối hàn.
“Bây giờ về cơ bản chúng tôi đang hàn ở mọi vị trí trong mỗi cuộc cách mạng,” Allford nói. “Chúng tôi đang tối ưu hóa các thông số không chỉ cho khớp mà còn cho cả trọng lực.”
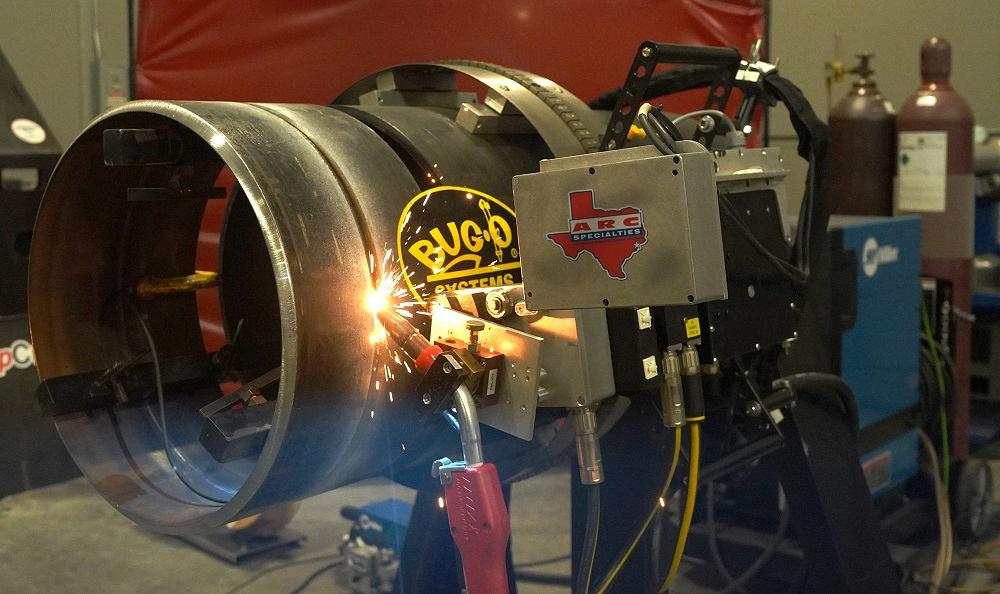
Một thiết lập trong phòng thí nghiệm hàn của ARC Specialties liên quan đến một khẩu súng được gắn vào máy hàn cơ khí hóa Bug-O. Trong quá trình đi qua nóng và lấp đầy, súng có thể dao động dọc theo trục tung, cho phép nó di chuyển theo cách nhắm súng vào chân của đường hàn trước, tạo ra kết quả tương tự như một thợ hàn thủ công đi lại cốc.
Hệ thống hàn xuống dốc và duy trì góc bắn trái tay nhẹ. Khi con bọ tiến đến vị trí 3 giờ, hành trình tăng tốc một chút để tính đến lực hấp dẫn. Ngọn đuốc trên lỗi có thể di chuyển theo kiểu dệt tiêu chuẩn và cũng giống như đối tác 1G của nó, theo kiểu đi bộ. Nó thực hiện điều này bằng cách điều chỉnh một trục chuyển động mới trên con bọ — cái mà Allford gọi là “trục sân”. Về bản chất, trục cho phép súng thay đổi cao độ để trong quá trình đi qua nóng và nắp, nó có thể dao động và hướng về phía các ngón chân của đường hàn trước đó đi qua.
Walker cho biết: “Chúng tôi đang làm việc với ba bộ thông số hàn khác nhau cho cùng một độ mở gốc,” Walker nói, giải thích rằng một bộ thông số hoạt động giữa vị trí 12 giờ và 2 giờ; một bộ khác ở vị trí từ 2 đến 4 giờ, và một bộ khác ở vị trí từ 4 đến 6 giờ.
Thiết bị cố định có thể khác ở 5G. Trong 1G, một đường ống được gắn chặt sẽ quay trên một bộ định vị. Trong 5G, đường ống có thể được gắn chặt, được kẹp và căn chỉnh bên trong hoặc có cả kẹp và kẹp bên trong. Bất kể, khái niệm cơ bản đằng sau logic nội suy sẽ được áp dụng. Nếu độ mở của chân răng và hình dạng tổng thể của mối nối là tại vị trí đó trên chu vi đường ống, thì các thông số hàn này sẽ được áp dụng.
Sự phát triển của tự động hóa hàn ống
Những phép nội suy như vậy giúp tự động hóa hiệu quả hơn một vài bước để hoạt động giống như một thợ hàn ống lành nghề sẽ làm. Nếu lỗ mở rễ thu hẹp, thì tôi cần thay đổi tốc độ di chuyển của sợi dệt và mối hàn của mình một lượng nhất định .
Điều đó về cơ bản tạo ra nền tảng cho hàn tự động, loại mà người vận hành không cần quan sát. Họ có thể thiết lập hệ thống, sau đó chuyển sang một công việc, chẳng hạn như yêu cầu hàn ống 6G (ống nghiêng 45 độ) hoặc một ứng dụng khác sẽ không tốn kém chi phí để tự động hóa.
Với tình trạng thiếu lao động trầm trọng như vậy, rất ít người tranh cãi về việc tự động hóa lấy cắp việc làm. Thế giới cần nhiều thợ hàn ống hơn . Tuyển dụng là một cách để đạt được điều đó, nhưng tự động hóa cũng vậy, đặc biệt là khi nó nâng cao giá trị của mỗi thợ hàn ống.
Công Ty Cổ Phần Thiết Bị và Giải Pháp Cơ Khí Automech – nhà cung cấp các dòng máy gia công kim loại tấm, hàn laser, giải pháp tự động từ những nhà cung cấp nổi tiếng JFY – member of TRUMPF group, Han’s laser, EKO, Yadon, ABB…. Automech đã hợp tác với nhiều đối tác thương mại lớn ở trong và ngoài nước nhằm phục vụ nhu cầu sản xuất đa dạng. Hệ sinh thái sản phẩm đa dạng cùng mức giá hợp lí là điểm cộng to lớn giúp Automech ngày càng chiếm được lòng tin của khách hàng.