
Mẹo gia công và cấu trúc nhôm
Hình 1a và 1b – Khe hở không đủ trong quá trình cắt tạo ra biến dạng nén (trên cùng), trong khi khe hở quá mức tạo ra biến dạng kéo.
Tôi đã có một vài công việc tư vấn, trong đó trọng tâm chính là cắt nhôm. Các mảnh và gờ là những vấn đề chính. Để giải quyết các vấn đề về dập kim loại như cúi và gờ. Kỹ sư quá trình, nhà thiết kế dụng cụ hoặc kỹ thuật viên xử lý sự cố phải có hiểu biết hợp lý về hoạt động của kim loại.
Đặc điểm cấu trúc nhôm
Thực tế, nhôm là một kim loại duy nhất để làm việc. Nó cung cấp một số lợi thế lớn và một số nhược điểm. Nó có trọng lượng bằng một phần ba thép, mang lại lợi thế nghiêm trọng trong việc giảm trọng lượng của một bộ phận hoặc thành phần. Tỷ lệ sức mạnh trên trọng lượng lớn khiến nó trở thành ứng cử viên cho các ứng dụng trong ngành công nghiệp ô tô và máy bay.
Nó cũng có một số nhược điểm: Giá thành cao hơn thép. Thứ hai, nó là một vật liệu rất “dẻo” hoặc dính. Nó cũng rất đàn hồi. Các đặc tính cơ học này có thể gây ra các vấn đề về dập, đặc biệt là trong quá trình cắt hoặc xuyên. Lớp ôxít của nhôm cũng rất mài mòn và thực sự có thể làm rách thép công cụ.
Không phải tất cả nhôm đều hoạt động theo cùng một cách. Hãy nhớ rằng rất nhiều loại nhôm và hợp kim nhôm được sử dụng trong ngành công nghiệp dập ngày nay. Một số loại, chẳng hạn như series 1000, rất dẻo, trong khi những loại khác có thể rất cứng.
Giảm mảnh
Các mảnh vụn xảy ra khi nhôm tiếp xúc với các phần cắt hoặc đột. Để giảm việc sản xuất cúi, giảm mức độ ma sát nghiêm trọng tại điểm mà hai bề mặt tiếp giáp. Nguyên tắc chung cho vật liệu cắt là kim loại càng mềm thì khe hở cắt càng nhỏ. Tuy nhiên, điều này không phải lúc nào cũng đúng, đặc biệt là khi bạn đang cố gắng giảm các mảnh nhôm.
Bởi vì nhôm tương đối mềm so với thép, rất nhiều biến dạng có thể xảy ra trước khi nó bị cắt. Khe hở không đủ trong quá trình cắt tạo ra biến dạng nén. Khe hở quá mức tạo ra biến dạng kéo (xem Hình 1a và 1b ).
Nếu khe hở giữa quả đấm và khuôn quá chặt, sau khi gãy kim loại, nó sẽ nén lại. Sự nén này làm cho kim loại bám chặt vào các mặt của đột, gây ra sự gia tăng ma sát giữa đột cắt và kim loại. Hành động cọ xát hoặc ma sát cao này có thể tạo ra cúi.
Để giảm ma sát tại bề mặt, hãy tăng khoảng cách giữa đột cắt và khuôn. Điều này kéo căng kim loại vào khuôn một chút trước khi xảy ra đứt gãy. Sau khi kim loại bị gãy, nó kéo ra khỏi quả đấm, làm giảm ma sát.
Lựa chọn khe hở chính xác là một chức năng của nhiều yếu tố, bao gồm loại nhôm, nhiệt độ, độ cứng, góc cắt và hình dạng cú đấm. Trong mọi trường hợp, khe hở cắt chỉ hiếm khi dưới 5% chiều dày kim loại mỗi mặt. Thường chỉ cần tăng độ hở cắt lên từ 12 phần trăm đến 18 phần trăm mỗi bên có thể làm giảm đáng kể sự hình thành cúi.
Tuy nhiên, hãy nhớ rằng khi khe hở cắt tăng, chiều cao của gờ cũng vậy. Để giảm chiều cao của gờ, hãy đảm bảo rằng tất cả các phần cắt đều sắc nét.
Hình 2 – Mặc dù mong muốn cắt thép ở góc 90 độ so với bề mặt chi tiết, nhưng nhôm là phù hợp nhất để cắt góc; khi góc tăng, khe hở cắt giảm.
Nói tóm lại, khi bạn đang cố gắng giảm cúi, hãy đảm bảo rằng kim loại không bị kéo căng thay vì nén.
Cắt ở một góc . Mặc dù người ta mong muốn cắt thép ở góc 90 độ so với bề mặt chi tiết, nhưng làm như vậy lại ít được mong muốn hơn với nhôm. Nhôm phù hợp nhất để cắt góc. Cắt trên bề mặt có góc cạnh giúp kéo kim loại xuống theo lực căng trước khi quá trình cắt diễn ra, làm cho nhôm bị kéo ra khỏi cú đấm. Theo nguyên tắc chung, khi góc tăng, khe hở cắt giảm (xem Hình 2 ).
Nghe có vẻ lạ? Hãy nhớ mục tiêu là làm căng cục bộ kim loại đang căng. Về bản chất, nhôm có xu hướng biến dạng cục bộ, vì vậy điều này chỉ làm giảm diện tích cục bộ của biến dạng cao.
Ngoài ra, khi góc cắt tăng lên, do đó, các mặt cắt phải cực kỳ sắc nét. Không có gì lạ khi một phần cắt có 0,005-in. bán kính.
Giữ các phần cắt hình vuông . Đảm bảo rằng các phần cắt được mài vuông góc hoàn hảo ở một góc vuông. Ngay cả một sự thay đổi góc rất nhỏ cũng có thể gây ra cúi. Ngoài ra, hãy đảm bảo rằng phần trên được mài vuông góc với phần dưới cùng của phần (xem Hình 3 ).
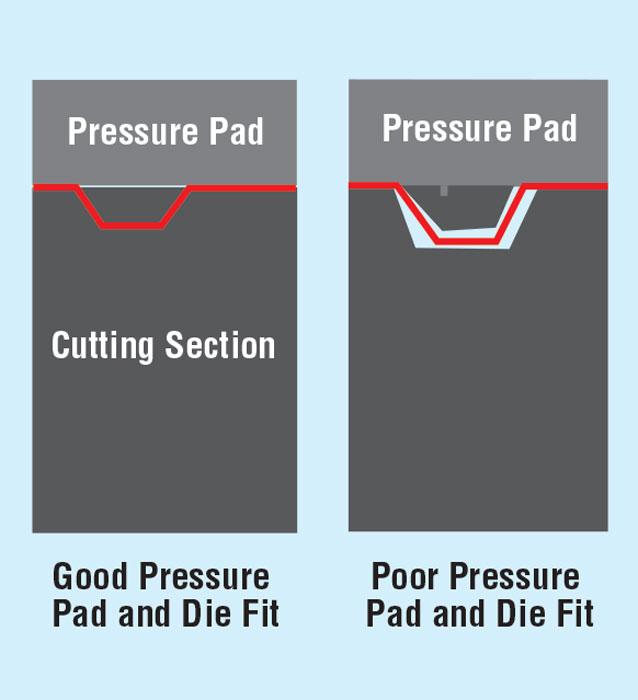
Hình 4 Áp lực tốt / miếng đệm thoát y phù hợp với phần nhôm làm giảm sự hình thành cúi.
Đảm bảo rằng bộ phận này vừa khít với khuôn dưới rất chính xác và miếng đệm áp lực / thanh thoát vừa khít với phần nhôm (xem Hình 4 ).
Sử dụng một tấm đệm áp suất bên ngoài. Mặc dù việc sử dụng đệm áp suất bên ngoài đôi khi tốn kém và gây ra các vấn đề về loại bỏ phế liệu, nhưng làm như vậy chắc chắn sẽ giúp giảm sự hình thành cúi. Điều này giúp kéo kim loại trong lực căng về phía tấm đệm, đồng thời cũng giúp tinh chỉnh và giảm diện tích bị căng, dẫn đến ít cúi hơn và gờ cắt nhỏ hơn (xem Hình 5 ).
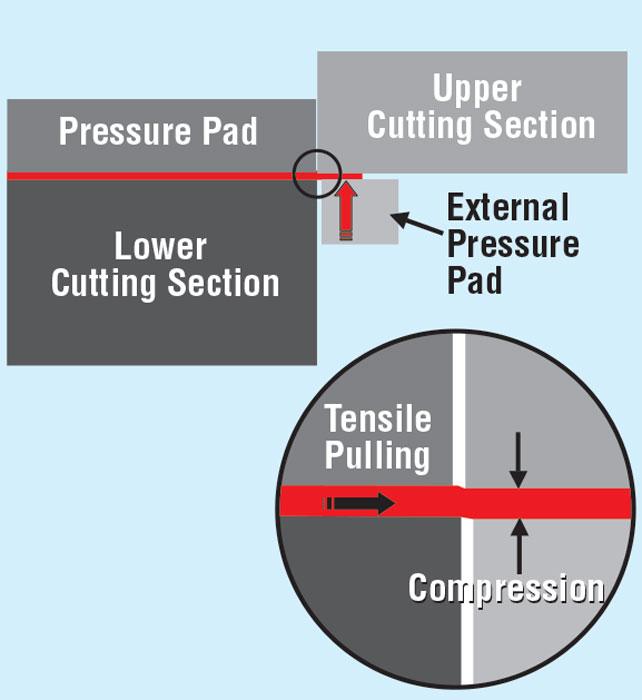
Hình 5 Một miếng đệm áp suất bên ngoài giúp kéo kim loại có lực căng về phía miếng đệm, dẫn đến ít cúi hơn và gờ cắt nhỏ hơn.
Tiếp tục cắt xong các phần . Phần cắt phải có bề mặt được đánh bóng cao và nên được phủ một lớp sơn chống ma sát bất cứ khi nào có thể. Hãy dành thời gian để đá theo đường thẳng và đánh bóng mặt cắt theo hướng bạn đang cắt. Bề mặt tiếp đất bằng tay cực kỳ kém để cắt nhôm.
Giảm mục nhập Punch . Để giảm mức độ nghiêm trọng của ma sát tại điểm mà các giao diện kim loại, hãy giảm mục nhập cú đấm xuống càng ít càng tốt.
Sử dụng Dầu nhớt Barrier . Sử dụng chất bôi trơn dạng thanh chắn để giảm ma sát ở bề mặt.
Hình 3 – Phần trên phải vuông với phần dưới cùng
Loại bỏ hoàn toàn các cúi trong một hoạt động cắt nhôm là một nhiệm vụ khó khăn và khó khăn. Điều quan trọng là làm cho kim loại bị hỏng hoặc gãy trong lực căng chứ không phải là do nén. Điều này cho phép kim loại kéo ra khỏi cú đấm, giảm sự hình thành cúi.