
Phá vỡ rào cản tốc độ trong cắt laser
Phát triển công nghệ đồng bộ hai trục cắt độc đáo

Hình 1 Thiết bị cắt laser có thêm hai trục truyền động song song trên đầu laser có thể cắt hơn 1.000 lỗ mỗi phút.
Cắt laser tốc độ cao luôn là mối quan tâm hàng đầu của các nhà chế tạo kể từ khi hệ thống laser đầu tiên được giới thiệu vào năm 1978, có hệ thống phân phối chùm tia laser cố định trên khung đột tháp và sử dụng bộ kéo tấm để phù hợp với hoạt động cắt.
Tất nhiên, vào thời điểm đó, việc đục lỗ trong một phần giây nhanh hơn nhiều so với việc di chuyển một tấm kim loại xung quanh để chùm tia laser có thể cắt một phần. Sự phân kỳ của chùm tia laser chưa được làm chủ và công suất của tia laser chỉ khoảng 500 watt.
Hệ thống quang học bay đầu tiên xuất hiện vào năm 1979 và cuộc đua giành tốc độ xử lý cao hơn đã bắt đầu. Trong khoảng 10 năm, năng suất laser tăng dần cho đến đầu những năm 1990. Vào thời điểm đó, các hệ thống quang học bay hoạt động song song với công suất laser tăng lên gần 3.000 W đồng thời các máy CNC nhanh hơn và bộ truyền động tốt hơn cho phép máy đạt tốc độ định vị 5.000 inch mỗi phút (IPM). Tuy nhiên, vào giữa những năm 1990, giới hạn vật lý đối với các máy giàn lớn xử lý các tấm 5 foot x 10 foot và khối lượng cực lớn của chúng và các lực cao đi kèm đã đạt đến.
Sự ra đời của công nghệ động cơ truyền động tuyến tính đã thay đổi điều đó bằng cách đạt được tốc độ hơn 10.000 IPM và khả năng xử lý 600 lỗ mỗi phút trên tấm kim loại mỏng. Kết hợp tốc độ định vị nhanh với công nghệ xuyên mới, tức thời và khả năng tạo lực gia tốc trong khoảng từ 1 đến 3 G giúp tăng tốc độ. Thậm chí tốc độ nhanh hơn sẽ yêu cầu khung máy cực kỳ nặng và đắt tiền, bởi vì lực sẽ tăng theo cấp số nhân với bất kỳ sự gia tăng nào về tốc độ và khối lượng.
Máy cắt hai đầu cũng được giới thiệu vào giữa những năm 1990 như một phương tiện để tăng gấp đôi năng suất của máy cắt laser, nhưng giải pháp này yêu cầu hai bộ cộng hưởng laser, hai hệ thống phân phối chùm tia, hai trục Z và hai đầu cắt. Phương pháp tiếp cận hai đầu tốn nhiều chi phí vận hành hơn so với các máy thông thường và nó không linh hoạt bằng (chỉ có khả năng cắt hai bộ phận giống hệt nhau cùng một lúc. Công nghệ cắt laser này không được áp dụng rộng rãi).
Công nghệ đồng bộ
Giữa năm 1997 và 2004, các nhà phát triển công nghệ đã đạt được tiến bộ gia tăng về định vị và tốc độ cắt. Công suất laser lớn hơn và công nghệ xuyên tinh vi hơn đã giúp tăng tốc độ cắt.
Một bước đột phá thực sự đã đến vào năm 2005. Hai trục truyền động song song bổ sung được đặt trên đầu cắt, tạo ra một máy cắt laser với một đầu cắt năng động và nhẹ có khả năng di chuyển độc lập dọc theo hai trục, nhưng hoạt động đồng bộ chính xác với tốc độ quét của máy nhiều hơn. chuyển động (xem Hình 1 ).
Các thuật toán tự động điều khiển các trục cục bộ của đầu và trục chính của máy. Các trục cục bộ thực hiện “chuyển động vi mô”, chẳng hạn như lỗ, góc, hình dạng nhỏ và đường dẫn thường xuyên thay đổi hướng. Các trục chính thực hiện “chuyển động vĩ mô”, chẳng hạn như đường viền và hình dạng lớn (xem Hình 2 ).
Các chuyển động vi mô và vĩ mô được thực hiện đồng thời, giống như bàn tay và cánh tay của con người hoạt động đồng bộ khi viết hoặc sử dụng bàn phím. Trong trường hợp của máy cắt laser, bộ điều khiển số hoạt động giống như bộ não của con người (đồng bộ hóa các chuyển động để đạt được chuyển động liên tục, trơn tru và nhanh chóng).
Xem xét kỹ hơn sự phát triển công nghệ mới này cho thấy hai trục ngắn, điều khiển tuyến tính trên đầu cắt có thể thực hiện tất cả các chuyển động ở quy mô nhỏ lên đến 4 inch theo X và Y (bao gồm các lỗ và đường cắt phức tạp). Theo các nhà phát triển công nghệ, với trọng lượng tối thiểu và truyền động tuyến tính được tối ưu hóa, gia tốc cho đầu cắt laser này đã tăng lên tới 6 Gs trong điều kiện cắt thực tế. Tốc độ gia tốc cao trước đây của bản chất này chỉ đạt được ở tốc độ định vị và các rung động đã làm giảm chất lượng cắt laser.
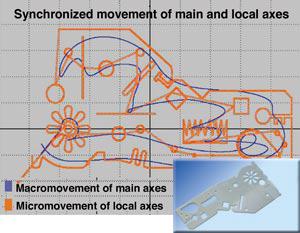
Hình 2Đường màu xanh biểu thị “chuyển động vĩ mô” của máy cắt laser và các đường màu cam biểu thị “chuyển động vi mô” của đầu cắt laser. Các thuật toán tự động điều khiển các trục cục bộ của đầu và trục chính của máy, và tất cả các chuyển động này được thực hiện đồng thời. Hạt dao cho thấy phần thép mềm dày 1 mm (180 mm x 90 mm) được cắt trong 13,4 giây, so với tiêu chuẩn ngành là 22 giây.
Để tăng mức tốc độ này, các nhà thiết kế máy đã bổ sung phần mềm điều khiển độc quyền và các bộ phận bù sốc để loại bỏ các rung động truyền đến máy từ đầu cắt laser nhanh. Cách tiếp cận này, kết hợp với thiết kế đầu mới, giúp tăng năng suất, giảm tiêu thụ điện năng, giảm hao mòn máy và cải thiện chất lượng cắt cho những người sớm áp dụng công nghệ.
Cách tiếp cận mới này đã mở ra những giới hạn mới và giới hạn cao hơn nhiều về tốc độ xử lý.
Nâng cao chất lượng cắt
Một thực tế ai cũng biết là với tốc độ cắt tăng lên, chất lượng vết cắt thường giảm đi, dẫn đến các cạnh thô và hình thành xỉ. Tuy nhiên, những người sử dụng công nghệ cắt laser đa trục, tốc độ cao này đã có thể thực hiện các vết cắt chất lượng ngay cả ở tốc độ cao hơn.
Tốc độ cắt vẫn phụ thuộc vào loại kim loại, độ dày vật liệu, công suất laser, chất lượng chùm tia và kích thước tiêu điểm, cũng như loại khí hỗ trợ, áp suất và hình dạng vòi phun. Nhưng khi những biến số tương tự được sử dụng để so sánh công nghệ cắt laser mới nhất này với các phương pháp cắt laser truyền thống, các nhà chế tạo kim loại đã duy trì chất lượng cắt tốt lên đến 800 IPM, đặc biệt là khi sử dụng nitơ làm khí cắt và gia công thép mỏng lên đến 1 /8in.
Các nhà phát triển công nghệ ghi nhận sự phụ thuộc của máy vào khả năng tăng tốc cao hơn so với tốc độ cắt cao hơn. Trên thực tế, máy CNC giảm tốc độ cắt của máy xuống dưới giá trị được lập trình để tránh khả năng “vượt quá” trong quá trình cắt.
Ngoài ra, hoạt động nhanh của chùm tia cắt laser giúp giảm tải nhiệt ở các góc và cải thiện chất lượng cắt tổng thể của các chi tiết nhỏ và đường viền phức tạp.
Khả năng mới mẻ
Sự phát triển hơn nữa của máy cắt laser tốc độ cao đặt ra một thách thức đối với máy dập lỗ, vốn thường gắn liền với năng suất cao. Máy cắt laser có thể cắt bất kỳ đường kính và hình dạng lỗ nào mà không cần thay đổi công cụ hoặc công cụ mới.
Ngoài ra, máy cắt laser có thể giúp sản xuất nhanh hơn và ít bước hơn trong quy trình sản xuất. Ví dụ, một máy cắt laser có thể được lập trình để thực hiện một lần duy nhất để cắt các lỗ, vết cắt và đường viền; để làm tròn các góc nhọn, có nghĩa là không có đường viền; và để cắt các rãnh và mấu để định vị, hàn và lắp ráp.
Các nhà chế tạo có thể sử dụng các máy tốc độ cao được đồng bộ hóa để tạo lợi thế cho nhiều khách hàng có nhu cầu từ 0,020 đến 1-in. phạm vi độ dày trong thép nhẹ, nhôm và thép không gỉ, nhưng lợi thế thực sự đến từ việc xử lý kim loại 1/8 inch trở xuống (xem Hình 3). Các thị trường mà loại laser này có thể tạo ra tác động lớn bao gồm vỏ điện tử, bộ phận thiết bị, thiết bị chiếu sáng và cửa hàng, bộ phận máy bay hạng nhẹ và bộ phận điều hòa không khí.
Cách tiếp cận đồng bộ để cắt laser đòi hỏi đầu tư lớn hơn một chút so với cắt laser truyền thống. Nhưng các nhà phát triển công nghệ tin rằng các cửa hàng việc làm chế tạo hỗn hợp các bộ phận được chế tạo bằng máy đo ánh sáng sẽ giúp tăng năng suất, bù đắp nhiều hơn cho khoản đầu tư gia tăng.