
Tránh tắc nghẽn, giảm tải trong cắt laser
Máy phay có thể theo kịp hoạt động cắt kim loại tấm nhanh chóng không?
Ngành công nghiệp có hai trường phái suy nghĩ khi nói đến giảm tải tự động trong cắt laser: phân loại và chọn. Chọn, cách tiếp cận phổ biến hơn, là khi các tấm hoàn chỉnh, bộ xương và tất cả, được xếp dỡ và xếp chồng lên nhau trên một pallet; trong các hệ thống chọn nâng cao hơn, các bộ phận riêng lẻ có thể được chọn ra khỏi bộ xương, nhưng không nhất thiết phải được đặt một cách có tổ chức. Sắp xếp là khi các bộ phận riêng lẻ được tháo ra và tự động đặt ở một vị trí đã biết để sử dụng trong tương lai.
Trước khi chúng tôi tìm hiểu sâu hơn, điều quan trọng là phải hiểu trạng thái chơi. Trong những năm gần đây, cả sức mạnh và tốc độ của máy laser đều tăng lên và dần trở nên dễ tiếp cận hơn; công nghệ như laser sợi quang có tiềm năng tăng năng suất cho các nhà máy thuộc mọi loại hình. Cũng có một hậu quả không mong muốn: Laser đang bắt đầu hoạt động tốt hơn hoạt động giảm tải. Nơi mà nút thắt cổ chai của một nhà máy có thể từng ở tia laser giờ đã chuyển sang tổ chức các bộ phận.
Đừng quên những điểm kém hiệu quả khác trong việc bổ sung thủ công, chẳng hạn như khi phần cần thiết tiếp theo nằm ở cuối ngăn xếp (một điều phổ biến vì phần đầu tiên cần thiết thường được cắt trước), sự trộn lẫn chi tiết các bộ phận giữa trái và phải sẽ khó phân biệt. các bộ phận bên phải, cũng như các bộ phận bị rối hoặc hư hỏng.

HAN’S – MACH SERIES – MÁY CẮT LASER CAO CẤP
Những khó khăn này đã làm dấy lên một làn sóng đổi mới lựa chọn và phân loại. Các hệ thống tự động này đang trở nên phổ biến vì chúng ngày càng trở nên dễ sử dụng và tích hợp hơn. Điều đó nói lên rằng, mọi công nghệ đều có điểm mạnh và điểm yếu. Để tận dụng tối đa tính năng tự động hóa chọn và phân loại, bạn cần khám phá phần đầu, phần giữa và phần cuối của quy trình chọn và phân loại của mình.
Định vị trang tính
Cho dù chọn hay phân loại, tất cả đều bắt đầu với việc hệ thống biết vị trí của tấm cắt được tham chiếu đến bảng. Hầu hết sử dụng đầu cắt laser để xác định các cạnh và vuông góc hệ thống tọa độ khi tấm đã được đặt xuống, một cách tiếp cận hoàn toàn tốt.
Tuy nhiên, giải pháp thay thế, định vị trên không, có thể tiết kiệm 20 đến 30 giây một trang tính. Khi tấm xuống bề mặt, các khối khí nén di chuyển theo các cạnh và vuông góc với nó đến một vị trí đã biết. Vào thời điểm trang tính nằm yên trên bàn, nó đã ở một điểm gốc được xác định trước. Sau khi khung tải rút đi, không cần điều chỉnh hoặc xác nhận vị trí bổ sung.
Xem xét kích thước của các bộ phận sẽ bị cắt. Điều này sẽ khác nhau một chút đối với mỗi loại laser tùy thuộc vào bảng, nhưng các bộ phận phải tiếp xúc với ít nhất ba thanh. Nếu nó nhỏ hơn ba, áp lực từ việc chọn hoặc phân loại mô-đun chân không hoặc nam châm của tự động hóa có thể buộc bộ phận bị nghiêng hoặc rơi xuống và trở thành vật cản hoặc rối.
Nếu kích thước bộ phận không linh hoạt, có một giải pháp lồng ghép để chọn các bộ phận nhỏ. Bạn có thể ghép các bộ phận nhỏ lại với nhau — để lại các mảnh vật liệu nhỏ kết nối chúng để tạo thành một cụm chi tiết không trượt qua các thanh. Sau đó, tự động hóa có thể chọn cụm làm một phần và nhân viên có thể tách các phần sau đó bằng tay.
Loại bỏ các bộ phận và trang tính
Khi loại bỏ toàn bộ tờ để phân loại thủ công, các yếu tố như phương pháp kẹp, trọng lượng và chất liệu sẽ phát huy tác dụng. Tất nhiên, một chiếc vỏ sò có thể loại bỏ toàn bộ các tấm đã cắt, nhưng các mảng nam châm hoặc mô-đun hút chân không cũng có thể được loại bỏ.
Với chiến lược lồng và cắt phù hợp, các bộ phận thậm chí hẹp hoặc có hình dạng kỳ lạ có thể được lồng vào nhau và cắt sao cho bộ kẹp nâng các mảnh ra khỏi khung một cách trơn tru.
Cấu hình của các mảng nam châm hoặc chân không này ít quan trọng hơn khi chọn cả tờ, nhưng việc loại bỏ các bộ phận riêng lẻ để phân loại lại là một câu chuyện khác. Để tránh hư hỏng và rối, điều quan trọng là phải nhấc các bộ phận thẳng ra khỏi khung xương. Các bộ phận nên được nắm càng gần tâm của chúng càng tốt. Nhiều chân không hoặc nam châm hơn trong mảng cho phép định vị chi tiết hơn, cải thiện cơ hội nắm đúng tâm.
Các hệ thống ngày nay có từ 10 hoặc 12 mô-đun chân không lớn đến 320 mô-đun chân không nhỏ. Ngay cả với nhiều mô-đun chân không, bạn vẫn cần phải xem xét một số biến quan trọng. Đầu tiên là độ dày của vật liệu: dày 3/8 inch là giới hạn an toàn, mặc dù một số hệ thống có thể xử lý vật liệu dày hơn tùy thuộc vào ứng dụng và cách bố trí tổ. Mặc dù vậy, vì không phải lúc nào cũng có thể nâng khỏi khối tâm hoàn hảo của bộ phận, nên vật liệu càng dày, thì bộ phận đó càng có xu hướng gắn kết.
Độ phẳng của tấm cũng rất quan trọng. Một tấm thép có thể trông phẳng và rắn chắc, nhưng một khi bạn làm nóng nó bằng phương pháp cắt laser, bất kỳ ứng suất bên trong nào đã được tôi cứng vào nó sẽ bắt đầu giải phóng. Kim loại có thể bắt đầu bị bóp méo.
Thật không may, không có cách nào chắc chắn để dự đoán chuyển động như vậy. Tuy nhiên, các hệ thống tiên tiến nhất hiện nay có thể được lập trình để cố gắng chọn một số lần nhất định và thông báo cho người vận hành về các bộ phận không có người nhận trên trang tính.
Khi bạn phân loại, các thiết bị loại bỏ trở nên phức tạp hơn. Ví dụ: một số máy gắp rô bốt và hệ thống chân không có công xôn sử dụng hệ thống giàn cacte với các trục X / Y và Z có tác dụng hạ thấp bộ kẹp từ tính hoặc chân không để thu thập và nếu cần, xoay các bộ phận lên đến 360 độ để đặt ở một vị trí đã biết . Cho dù chọn hay phân loại, mỗi cánh tay và dụng cụ phải hỗ trợ trọng lượng, kích thước, độ dày và chất liệu của các bộ phận. Nếu một cánh tay có thể xử lý 1,100 pound nhưng dụng cụ chỉ có vài trăm pound, hoặc ngược lại, hệ thống không được tối ưu hóa.
Mối quan hệ giữa các hình dạng và góc độ của các bộ phận trên trang tính đóng một vai trò rất lớn trong khả năng chọn các bộ phận một cách sạch sẽ. May mắn thay, chúng tôi có một số quyền kiểm soát điều này trong cách các trang tính được lồng vào nhau và các cạnh được cắt.
Lập quy trình cắt
Nếu bạn đang lập trình laser mà không có tự động hóa, có rất ít cân nhắc về việc giảm tải. Bạn có thể đặt các bộ phận ở bất kỳ góc độ nào hoặc rất gần nhau. Nó không phải là một vấn đề lớn nếu bộ xương mất một số tính toàn vẹn khi bị loại bỏ. Nếu một bộ phận bắt đầu bị ràng buộc, bạn có thể trực giác di chuyển nó theo đúng hướng để giải phóng nó.
Mặc dù các hệ thống chọn và phân loại tự động ngày nay có trí thông minh, nhưng chúng không có trực giác. Với tự động hóa, bạn có thể cần độ cứng hơn xung quanh các cạnh. Xem xét bất kỳ cạnh sắc hoặc nhọn nào có thể bị kẹt. Hãy nghĩ về một ngôi sao. Dù lớn hay nhỏ, nó sẽ có một số cạnh sắc nét. Ngay cả việc loại bỏ nó theo cách thủ công cũng sẽ là một thách thức. Để phù hợp với việc chọn bộ phận tự động, bạn có thể cắt các góc bên ngoài bằng phù điêu, các góc bên trong bằng phi lê hoặc sử dụng kết hợp cả hai.
Nhưng ngay cả những chiến lược này có thể là không đủ. Điều gì sẽ xảy ra nếu bạn cũng cắt một vòng tròn xung quanh ngôi sao? Trong trường hợp này, người nhặt sẽ nhấc mảnh hình tròn cũng như ngôi sao bên trong nó một cách trơn tru và dễ dàng, không bị vướng hoặc bị rối.

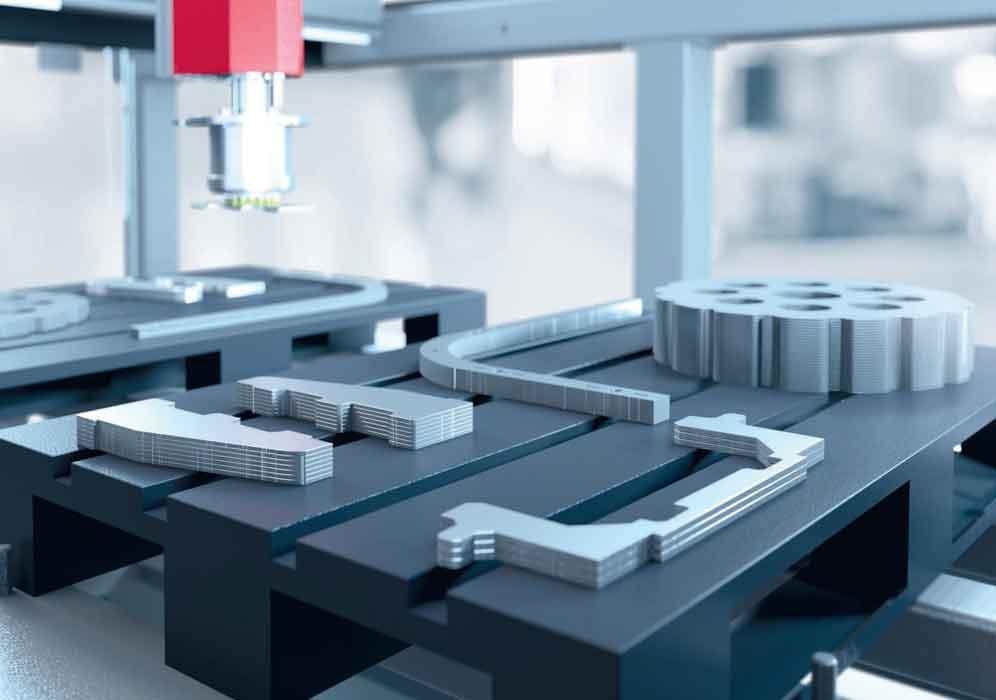
Trong ứng dụng chọn tự động này, người cắt nhấc một bộ phận đã cắt và đặt nó vào một khu vực được chỉ định. Trong thao tác cắt laser đơn giản này, các kerfs trải dài theo chiều rộng của trống, vì vậy không có mảnh vụn hoặc khung. Không giống như phân loại tự động, chọn tự động không xếp chồng các bộ phận một cách có tổ chức.
Các đường viền bên trong nhất định phải được cắt cẩn thận. Nếu mảnh vụn bên trong chỉ đủ lớn để nhón lên và mắc vào một trong các thanh, nó có thể gây ra vấn đề. Một biện pháp khắc phục phổ biến được gọi là slug-destruct. Ở đây, một con sên lớn được cắt thành nhiều mảnh, cho phép các mảnh nhỏ hơn dễ dàng rơi qua các thanh.
Các phần có cạnh dài cạnh nhau cũng có thể được quan tâm khi chọn hoặc phân loại. Sự khôn ngoan thông thường, nếu có lẽ hơi lỗi thời, nói rằng khoảng cách tối thiểu giữa các bộ phận lồng vào nhau ít nhất phải bằng độ dày vật liệu. Ngay cả khi bạn thực hiện theo quy tắc ngón tay cái này, ứng suất bên trong nói trên có thể khiến mạng lưới giữa hai phần bị cúi xuống hoặc di chuyển sang một bên. Điều này có thể khóa các bộ phận trong trang tính. Giải pháp lập trình hiệu quả nhất ở đây là cắt theo đường chung, trong đó hai bộ phận có chung một cạnh cắt.
Cái gì tiếp theo?
Công nghệ giảm tải đã phát triển vượt bậc. Cánh tay robot, giàn khoan, lực hút và từ tính không có gì mới, nhưng phần mềm có trong hệ thống đang thay đổi trò chơi. Nếu phần mềm làm tổ phải điền một tấm nguyên sinh và tự động tính đến những thứ như cắt góc, phi lê hoặc cắt thông thường, thì phần mềm phân loại phải lấy tổ đó, biết vị trí của các bộ phận đó, tính toán trọng tâm của khối lượng, chọn dụng cụ phù hợp và phân phối các bộ phận đó cho bất kỳ số lượng pallet nào dựa trên loại bộ phận và hoạt động tiếp theo hoặc khách hàng.
Cắt và giảm tải vẫn là hai hoạt động riêng biệt. Cuối cùng là sự kết hợp chúng để đạt được việc phân loại chi tiết này trong một phần mềm duy nhất bao gồm cả cắt và giảm tải.
Sáng kiến Công nghiệp 4.0 đã có trên môi của tất cả mọi người trong một thập kỷ nay không thể trở thành hiện thực nếu không có sự kết hợp giữa phần mềm và máy móc. Khi nói đến lĩnh vực xử lý laser, một số hệ thống hiện có thể được tích hợp với hệ thống chất lượng và thông báo cho nó khi một tập hợp các bộ phận được hoàn thành, vì vậy thao tác tiếp theo có thể lấy các bộ phận đó. Biết rằng các bộ phận nằm ở đâu đó trong luồng xử lý là rất tốt, nhưng thậm chí còn có nhiều sức mạnh hơn trong việc biết chính xác vị trí của các bộ phận đó trong luồng đó.
Tất cả đều xứng đáng?
Có rất nhiều điều cần cân nhắc khi cài đặt hoặc thậm chí cân nhắc chọn hoặc phân loại tự động hóa. Hệ thống có theo kịp không? Liệu tia laser có đợi người nhặt? Có đầu tư. Có thời gian liên quan.
Vậy tất cả có xứng đáng không? Như mọi khi, nó phụ thuộc vào ứng dụng, nhưng đối với nhiều trường hợp, nó có thể có ý nghĩa. Hãy xem xét một nhà chế tạo đã xử lý một tổ 20 tờ phức tạp trên một tia laser. Phải mất hai người (với một số trợ giúp từ người điều hành) hai tiếng rưỡi để nghiêm túc và sắp xếp tất cả các bộ phận. Trong tình huống này, việc chọn và phân loại tự động có thể rút ngắn thời gian phân loại xuống còn 37 phút.
Ấn tượng hơn nữa là hiệu ứng hạ lưu của việc làm thủ công đó. Hoạt động tiếp theo là uốn và quy trình xếp chồng thủ công không chú ý đến hướng hạt và cách các bộ phận được trình bày với phanh ép. Vì hướng thớ có thể có tác động đáng kể đến khả năng duy trì tính nhất quán góc của phanh ép, điều này gây ra các thiết lập và điều chỉnh bổ sung ở phanh, làm phức tạp thêm các vấn đề.
Điều này đưa chúng ta đến điểm cuối cùng: Chọn và phân loại là một phần của quy trình tổng thể và hệ thống tự động không bao giờ có thể là một giải pháp toàn diện. Không quan trọng bạn cắt bao nhiêu bộ phận nếu bạn không thể đưa chúng vào hoạt động tiếp theo một cách hiệu quả hoặc nếu không có năng lực cho chúng. Khi bạn loại bỏ một nút thắt cổ chai ở một lĩnh vực, một điểm nghẽn có thể dễ dàng xuất hiện ở một lĩnh vực khác.
Thu thập thông tin
Hãy thử thực hiện phương pháp chạy từng bước, thu thập thông tin để chọn và phân loại. Đó là một lý do mà một số hệ thống phân loại tiên tiến nhất định có thể được trang bị thêm cho quá trình tự động hóa hiện có của nhà máy. Một hoạt động không cần thực hiện tự động hóa hoàn toàn chọn và phân loại cùng một lúc.
Điều đó nói rằng, thực hiện các bước hướng tới tự động hóa dễ dàng hơn trước đây. Các hệ thống lồng, cắt, chọn và phân loại đã trở nên tốt hơn nhiều trong việc giao tiếp với nhau trong những năm gần đây, đến mức chúng có khả năng bắt kịp với các tia laze mạnh mẽ hiện nay. Cuối cùng, việc tìm kiếm sự tự động hóa phù hợp là điều bắt buộc để tận dụng tối đa sức mạnh cắt ngày nay và giúp hiệu suất giảm xuống trong suốt phần còn lại của hoạt động của bạn.