
Phân tích hiệu ứng của tia laser trên một phần mẫu
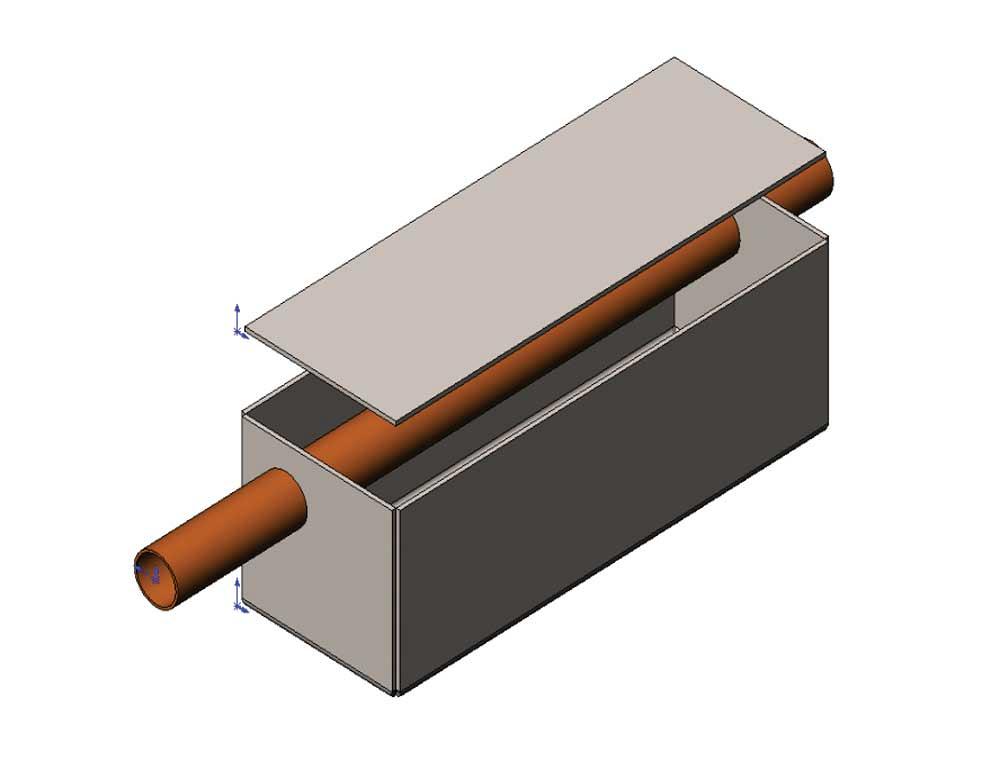
Hình 1 Trong chế tạo truyền thống, mặt trên của bộ phận này được hàn phẳng và bốn đường nối góc được hàn với nhau. Với nhiều hàn hơn sẽ làm lại nhiều hơn.
Kể từ cuộc Cách mạng Công nghiệp, các quy trình sản xuất trở nên an toàn hơn, hiệu quả hơn và mang lại nhiều lợi nhuận hơn nhờ những tiến bộ trong công nghệ sản xuất. Không có công nghệ nào có tác động mạnh mẽ hơn đến thế giới sản xuất kim loại tấm hơn laser. Ảnh hưởng của nó có thể được chứng kiến trên toàn bộ các quy trình sản xuất khi nó không chỉ được sử dụng như một công cụ để cắt mà còn để hàn.
Hàn laser gần như là nghịch lý về mức độ linh hoạt của nó đối với hình học mối hàn. Khi bạn xem xét mức độ hạn chế của các yêu cầu đối với khoảng cách tối đa cho phép, thật dễ dàng để hiểu tại sao. Mặc dù đúng là bạn nên duy trì một đường nối có khoảng cách tối thiểu, nhưng có rất nhiều cách để lắp ráp một bộ phận để hàn laser có nghĩa là bạn có thể dễ dàng vượt qua những hạn chế đó. Đó là một thực tế không chỉ đáng ngạc nhiên mà còn vô cùng hữu ích khi xem xét tác động của nó đối với các quá trình ngược dòng.
Trong khi các nhà sản xuất Bắc Mỹ đang thể hiện sự quan tâm nhiều hơn đến việc sử dụng hàn laser như một công cụ để giảm chi phí sản xuất, hầu hết đều nghĩ đến lợi ích của hàn laser theo các dây chuyền truyền thống hơn: giảm hoặc loại bỏ hoàn toàn việc làm lại. Nếu bạn có một bộ phận thẩm mỹ . Giả sử một thiết bị bằng thép không gỉ cho nhà bếp dân dụng bạn có thể chi rất nhiều tiền cho các quy trình không có giá trị gia tăng như mài, đánh bóng và làm thẳng để cố gắng sửa chữa những khiếm khuyết về mặt thẩm mỹ vốn có trong quá trình hàn thông thường. Tất cả những điều này đều đúng, nhưng lợi ích của hàn laser có thể vươn xa hơn, đi ngược lại với độ dày của vật liệu mà bạn chọn.
Xây dựng một bể thép không gỉ
Có hai cách khác nhau để thi công bồn nước inox kín. Giả sử bạn sử dụng thép không gỉ 3 mm cho thân và một ống có cùng độ dày và chất liệu xuyên suốt theo chiều dài. Thành phần không bị áp suất nên bạn có thể chọn vật liệu mỏng hơn để giảm chi phí sản xuất. Tuy nhiên, bạn cần thành bên dày hơn cho ống được chèn vì yêu cầu độ bền lớn hơn ở các đầu.
Một tia laser hiện đại có thể cắt phần này một cách nhanh chóng, nhất quán và với chất lượng cạnh tốt (xem Hình 1). Một phanh báo chí hiện đại sẽ cho chúng ta một kết quả ban đầu tốt, cho phép chúng ta thay đổi từ công việc này sang công việc khác trong vài phút. Ngày nay chúng ta có thể chế tạo bộ phận này một cách hiệu quả và đáng tin cậy; tuy nhiên, phần này có thể được cải thiện.
Với hàn laser, bạn có thể đạt được tốc độ hàn cao, tạo ra đường hàn mà không cần phải gia công lại. Khi hàn xong, bộ phận đó đã hoàn thành. Điều này gây ra một sự thay đổi mô hình trong sản xuất vì thói quen cũ là tránh các mối hàn bằng mọi giá, thường bằng cách thêm các chỗ uốn cong mất đi trạng thái tôn kính và chỉ trở thành một lựa chọn khác cần xem xét khi thiết kế một bộ phận. Điều thúc đẩy sự thay đổi triết lý này không chỉ đơn thuần là tốc độ và độ sạch của mối hàn cao hơn. Cũng có khả năng bạn có thể hàn mặt bích nhanh hơn và rẻ hơn so với việc bạn có thể uốn nó từ một miếng phẳng.
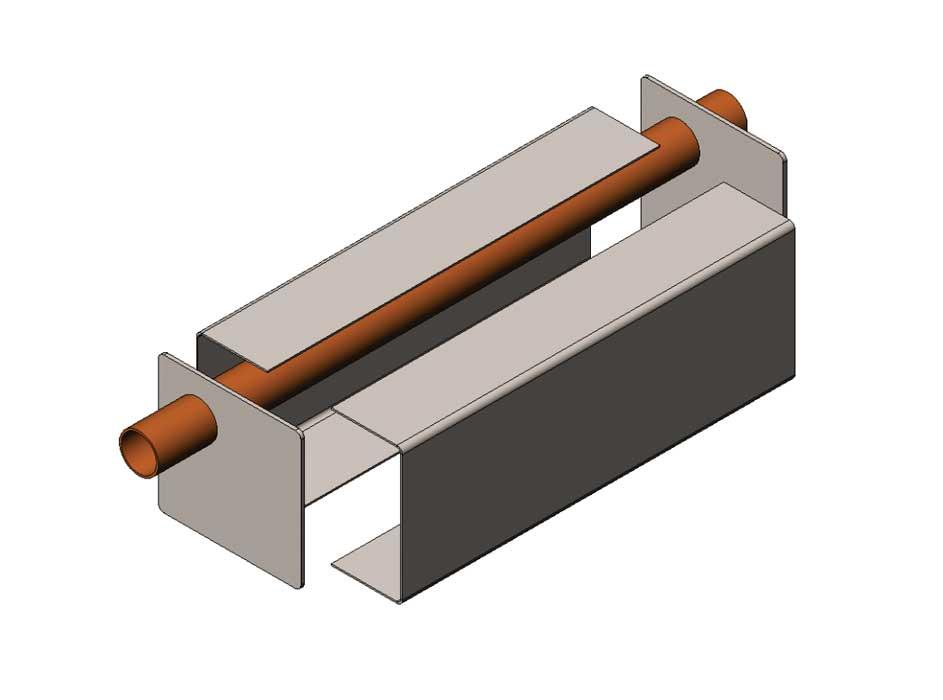
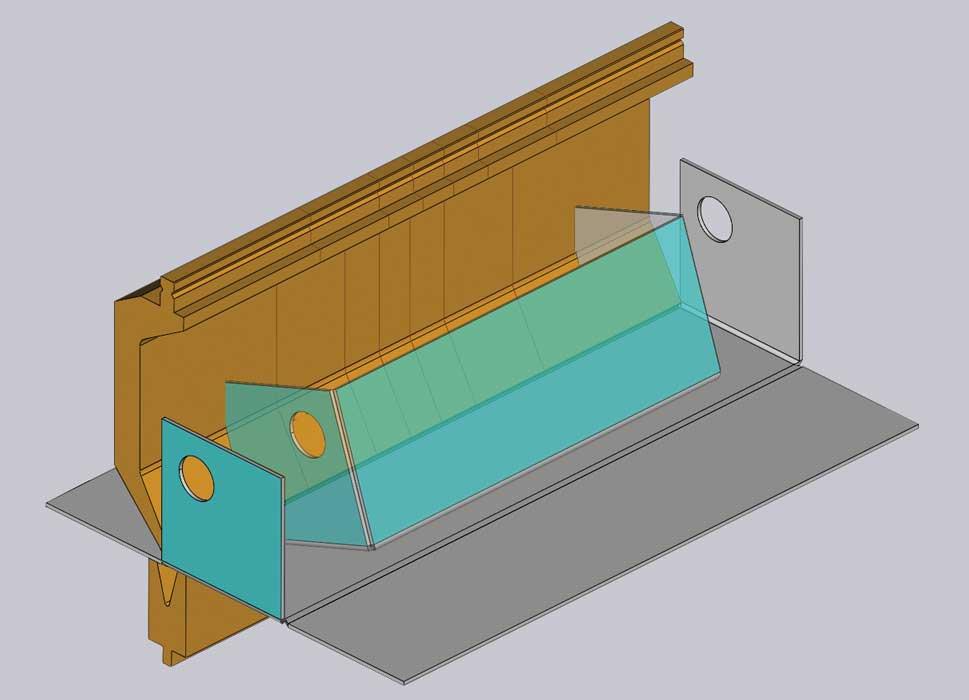
Khi một bộ phận được cấu tạo từ bốn thành phần riêng biệt và sau đó được hàn bằng laze (xem Hình 2 ), các đầu mà ống đi qua, vẫn được làm bằng 3 mm không gỉ, trong khi phần thân của bộ phận bây giờ được làm bằng 2 mm không gỉ. Điều này dẫn đến tiết kiệm vật liệu chuyển thành tiết kiệm chi phí. Thành phần ban đầu nặng 31,91 lbs. khi lắp ráp. Tuy nhiên, thành phần ví dụ này chỉ nặng 17,34 lbs. Đó là tiết kiệm trọng lượng 46 phần trăm và tiết kiệm chi phí 7,29 đô la cho mỗi bộ phận (từ 15,96 đô la cho mỗi bộ phận đến 8,67 đô la cho mỗi bộ phận) trong chi phí vật liệu. Về cơ bản như vậy, những lợi ích mang lại từ kim loại mỏng hơn cho chính quá trình cắt laser. Chi phí laser liên quan đến thành phần này sẽ ít hơn vì hai lý do:
- Quá trình cắt nhanh hơn, tương đương với số giờ thanh toán trên laser ít hơn và ít khí hỗ trợ hơn.
- Việc sử dụng vật liệu cải thiện đáng kể.
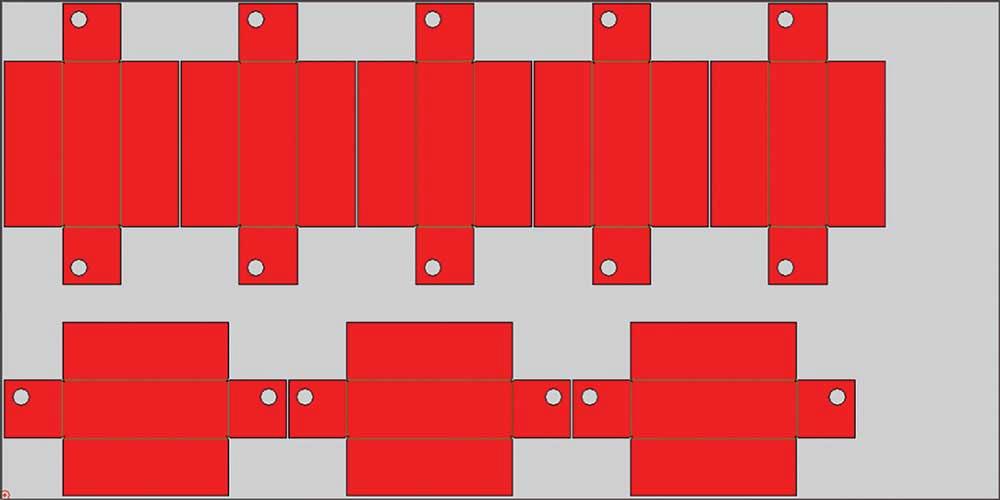
Hình 3 cho thấy mẫu lồng nhau cho các bộ phận được sản xuất truyền thống. Khả năng sử dụng tấm là kém và mặc dù bạn có thể cải thiện điều này bằng cách thêm các bộ phận khác yêu cầu cùng loại vật liệu và độ dày, bạn chỉ có thể làm được nhiều điều với hình dạng hình học của các bể phẳng. Điều này tạo ra tỷ lệ phế phẩm khoảng 43 phần trăm.
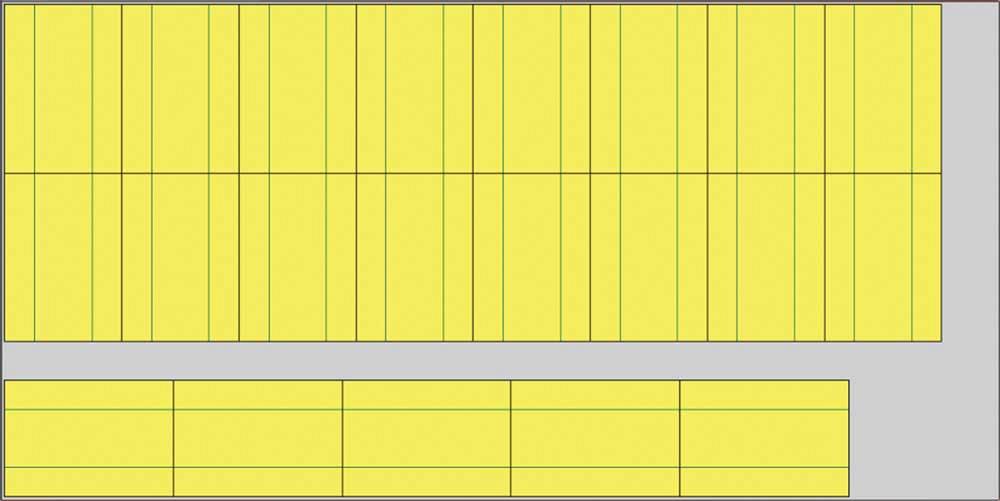
Thiết kế bộ phận mới có thể cải thiện đáng kể tỷ lệ phế liệu. Bởi vì hình học dẹt là một hình chữ nhật hoàn hảo (xem Hình 4 ), bạn có thể thêm rất nhiều thành phần cơ thể vào trang tính. Ngoài ra, hình học trên cạnh cắt giống hệt nhau từ từng phần này sang phần khác, giúp bạn có thể cắt một cạnh chung, được chia sẻ, cải thiện hơn nữa việc sử dụng và thời gian xử lý trang tính. Mặc dù mỗi phần chỉ là một tỷ lệ phần trăm của sản phẩm cuối cùng, nhưng thiết kế này vượt xa thiết kế truyền thống vì bạn còn lại với tỷ lệ phế phẩm là 16 phần trăm.
Thiết kế này làm giảm độ dày vật liệu cho hầu hết thân máy, cải thiện việc sử dụng tấm và làm cho quá trình uốn hiệu quả và đáng tin cậy hơn. Với hệ thống phanh báo chí hiện đại và sự sẵn có của các thiết bị tích cực để kiểm soát độ lệch góc uốn, ít có khả năng các bộ phận không phù hợp được trình bày cho thợ hàn laser.
Vật cố định được xây dựng để giữ bộ phận đảm bảo vị trí nhất quán của các đường hàn và bất kỳ sự thiếu góc hoặc phát triển trống không phù hợp nào sẽ được bù đắp bằng điểm 0 ở giữa bộ phận. Đối với các bit cuối được hàn trên, không có sự mâu thuẫn nào có thể tồn tại trong chiều dài của phần vì các đầu cuối không được hình thành.
Các chi phí khác liên quan đến việc uốn giảm. Trong ví dụ đầu tiên, có bốn khúc cua cho toàn bộ bộ phận. Thông số tương tự như bây giờ, vì vậy mặc dù không tiết kiệm chi phí, hãy nghĩ đến việc bố trí công cụ trên phanh. Không có gì lạ khi một thành phần bị uốn cong chỉ là một biến thể kích thước của toàn bộ họ các bộ phận có hình dạng tương tự. Giả sử rằng phần này có hai biến thể, một biến thể dài 20 inch và một biến thể dài 30 inch.
Với sản xuất truyền thống, mỗi bộ phận sẽ cần thiết lập công cụ cụ thể của riêng nó vì hai phần uốn cong cuối cùng phụ thuộc vào độ dài. Với thiết kế mới, bạn có thể thêm chiều dài của dụng cụ để phù hợp với biến thể dài nhất có thể và chỉ cần để nó trong máy (xem Hình 5 ). Vì bạn đang xử lý một hồ sơ mở, nên hoàn toàn không cần thay đổi thiết lập công cụ. Với hệ thống kẹp hiện đại và máy nạp công cụ tự động, quá trình này đã trở nên dễ dàng và đáng tin cậy, nhưng không dễ dàng, đáng tin cậy hoặc không tốn kém bằng việc hoàn toàn không phải hoán đổi dụng cụ.
Hàn laser cho phép một bộ phận được ghép lại với nhau theo nhiều cách khác nhau. Ảnh hưởng của nó đối với chi phí sản xuất có thể là đáng kể nhất, một điều đáng tiếc là thường bị bỏ qua khi các cửa hàng đang cân nhắc mua thiết bị vốn. Chúng tôi mới chỉ sơ lược về những gì mà công nghệ này có thể cung cấp cho các nhà sản xuất kim loại tấm, cả lớn và nhỏ.