
Hàn ống và cobot
Cách robot hợp tác có thể thay đổi xưởng hàn ống

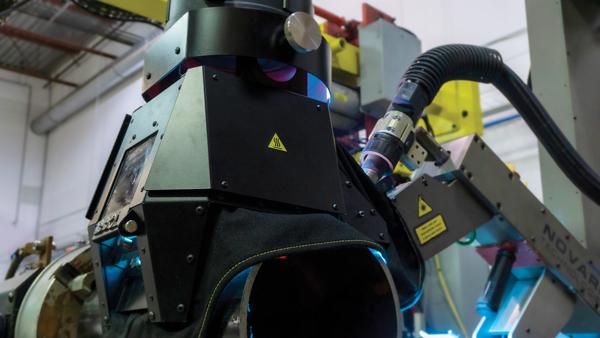
Một người điều hành giám sát một cobot hàn ống đang hoạt động. Nguồn cấp dữ liệu từ hệ thống thị giác dựa trên máy ảnh được hiển thị trên màn hình.
Những ngày này, việc tìm một thợ hàn đường ống có kinh nghiệm không thường xuyên xảy ra. Ngành công nghiệp cần nhiều hơn trong số chúng nhưng không biết tìm chúng ở đâu, và do đó, chuyển sang tự động hóa nếu có thể. Điều này bao gồm hàn ống nối và các thiết lập tương tự trong đó ống được cố định và quay.
Tự động hóa hoạt động tốt như thế nào, cả từ quan điểm kinh doanh và thực tế, luôn phụ thuộc vào một loạt các biến, hai trong số đó là cách trình bày đường ống đối với tự động hóa và mức độ thích ứng của tự động hóa với những thay đổi bất ngờ. Việc chuẩn bị mối hàn ống càng tốt và nhất quán thì càng ít bất ngờ và vận hành càng dễ dàng tự động hóa.
Một thách thức đối với tự động hóa hàn ống – và với bất kỳ loại tự động hóa nào – đối với vấn đề đó – là khi một chu kỳ bắt đầu, người vận hành thường không thể tính đến các biến thể không mong muốn về độ mở chân răng, góc xiên hoặc độ tròn. Tuy nhiên, một danh mục rô bốt mới đã thay đổi phương trình: rô bốt cộng tác hay còn gọi là rô bốt.
Điều gì làm cho Cobot trở nên độc đáo
Không phải như vậy với một cobot. Tham gia vào một cobot và cobot sẽ không suy giảm. Nó sẽ dừng lại. Điều này cho phép người vận hành và những người khác đứng gần robot trong quá trình vận hành chính nó. Theo nghĩa này, một nhà điều hành có thể “cộng tác” trong một dự án, điều chỉnh chuyển động của rô bốt trong thời gian thực.
Điều này có rất nhiều ý nghĩa đối với việc lắp ráp cơ bản và chăm sóc máy móc, những lĩnh vực mà cobots đã nhận được rất nhiều sự chú ý của giới truyền thông. Nhưng nó cũng có một số ý nghĩa đối với các nhiệm vụ phức tạp hơn trong sản xuất, bao gồm cả hàn ống.
Hàn ống bằng cobot
Để rõ ràng, các cobots sẽ không phải tự mình hàn các đường ống ra khỏi vị trí, ít nhất là không sớm. Thay vào đó, chúng sẽ phát triển mạnh ở các khu vực yêu cầu ít phạm vi chuyển động hơn, bao gồm hàn ống tại nhà máy nơi phôi được cố định trên mâm cặp quay.
Các cobots được thiết kế để hàn ống trông rất khác so với các cobots khác được thiết kế để chăm sóc và lắp ráp máy. Chúng thường bao gồm một cánh tay duy nhất với một súng hàn ở cuối. Robot di chuyển lên xuống (Y) và tiến và lùi (X) để theo dõi phôi. Trong quá trình hoạt động, nó thực hiện chuyển động dệt, tương tự như chuyển động dệt được thấy trên các thiết lập hàn ống bằng robot khác.
Khi bạn quan sát một cobot hàn ống đang hoạt động, bạn sẽ thấy một robot hàn và một người điều hành ở gần đó đang quan sát, có thể sử dụng điều khiển mặt dây chuyền để thực hiện các điều chỉnh nhỏ (mặc dù hiếm) khi cần thiết. Cobot không dừng lại trong toàn bộ hoạt động. Nó thực hiện hàn liên tục, từ gốc đến nắp vượt qua.
Trong tình huống hàn thủ công, hầu hết các đường ống được cung cấp cho thợ hàn với ba hoặc bốn chốt cầu. Để chuẩn bị các mối nối hàn để hàn ống với một số cobot nhất định, các kỹ thuật viên cần sản xuất các miếng bọc lông mà cobot có thể hàn qua. Vì vậy, thay vì hàn các chốt cầu thông thường, họ đặt ba hoặc bốn mũi 1 inch (tùy thuộc vào kích thước của đường ống), sau đó mài (hoặc lông vũ) chúng để tạo sự chuyển tiếp trơn tru giữa đường khâu và thành bên của mối nối.
Máy hút hồ quang này hút hết khói và có bộ lọc cấp hàn, vì vậy người vận hành cobot không cần đội mũ bảo hiểm hàn.
Khi hàn qua chúng, người vận hành cobot nhấn vào một tùy chọn trong điều khiển để thay đổi một số thông số hàn khi đang di chuyển, cho phép cobot hàn qua và đạt được sự hợp nhất hoàn toàn trên các chốt đó. Sau khi di chuyển qua các rãnh, người vận hành nhấn nút tương tự để đưa hệ thống trở lại quy trình hàn gốc bình thường.
Việc chuyển đổi từ thủ công sang hàn ống tự động thường không đòi hỏi nhiều thay đổi đối với hoạt động của chính nó, đặc biệt nếu các thợ hàn đã làm việc với các chế phẩm hàn nhất quán. Họ có thể cần phải sửa đổi các phương pháp đóng gói của họ, nhưng đó là về điều đó.
Và bởi vì cobots không yêu cầu bảo vệ chu vi, chúng không cần nhiều chỗ hơn so với hoạt động thủ công. Một tế bào làm việc cobot hàn ống có thể nhỏ bằng 4 x 4 feet. Vì vậy, trong hầu hết các trường hợp, việc tích hợp loại tự động hóa cộng tác này không yêu cầu thay đổi đáng kể đối với bố cục tầng nhà máy hoặc quy trình tổng thể của bộ phận.
Các yếu tố quy trình hàn
Ngày nay cobots có thể được tích hợp với nhiều quy trình khác nhau, bao gồm hàn hồ quang kim loại khí (GMAW) và hàn hồ quang vonfram khí (GTAW). Và mặc dù về mặt kỹ thuật, có thể sử dụng cobots cho cả hai quy trình hàn cho các đường chuyền khác nhau. Giả sử, có một gốc GTAW với nắp và lấp đầy GMAW xung – nó không phải là một ứng dụng phổ biến. Nếu một công việc yêu cầu GTAW cho quyền root, thường thì một công ty sẽ chọn GTAW thủ công và sau đó di chuyển đường ống đến cobot, nó thực hiện nắp và lấp đầy bằng GMAW.
Tất nhiên, lý tưởng nhất là gắn bó với một quy trình như GMAW xung hoặc quy trình dây kim loại có tỷ lệ lắng đọng cao cho tất cả các lần hàn ống. Trong nhiều trường hợp, vì cobots mang lại quá nhiều hiệu quả, nên việc thay đổi và đáp ứng các yêu cầu của quy trình hàn ống là cái giá phải trả rất nhỏ so với hiệu quả có thể đạt được.
Vận hành một Cobot hàn
Mặc dù chúng có lịch sử ngắn, các ứng dụng hàn ống cobot vẫn tiếp tục phát triển và nhanh chóng. Phần lớn nó liên quan đến bản chất của quá trình, bao gồm cả cách người vận hành tương tác với hệ thống.
Trong những lần lắp đặt ban đầu, người vận hành đã nạp đường ống đã chuẩn bị sẵn và chọn một số thông số cơ bản, bao gồm đường kính ống, lịch trình và hình dạng khớp nối. Sau khi chương trình hàn được tải, người vận hành nhấn “bắt đầu” trên mặt dây chuyền. Trong quá trình vượt qua gốc, họ quan sát kỹ hoạt động, đảm bảo súng và dây nối ở chính xác đúng vị trí. Khi họ thấy súng hàn tiếp cận một đường may hoặc một biến thể từ việc chuẩn bị mối hàn không nhất quán, họ đã nhấn một số nút nhất định trên điều khiển.
Người vận hành không cần phải điều chỉnh mọi thông số mối hàn một cách thủ công khi đang di chuyển, nhưng họ cần phải bắt đầu quá trình thay đổi thông số của cobot. Sau khi hoàn thành root, cobot chuyển sang điền các thông số vượt qua và toàn bộ quá trình trở nên ổn định hơn nhiều, với sự trợ giúp của theo dõi khớp dựa trên laser. Nhưng trong quá trình vượt qua gốc quan trọng, theo dõi khớp dựa trên laser không hiệu quả như yêu cầu và các nhà khai thác phải luôn cảnh giác.
Các hệ thống lắp đặt hiện tại vẫn sử dụng tính năng theo dõi dựa trên tia laser bao gồm tia laser ba dòng để theo dõi các khớp nối mới và tia laser điểm khác để điều chỉnh độ cao theo thời gian thực. Và theo dõi bằng tia laze vẫn hoạt động rất tốt trong việc theo dõi các đặc điểm hình học riêng biệt của mối nối, chẳng hạn như cạnh trên của rãnh chữ V.
Điều đó nói rằng, việc theo dõi sâu hơn vào chữ V có thể là một thách thức, thường là do phản xạ ánh sáng hồ quang và thậm chí thay đổi điều kiện ánh sáng do các biến thể hình học góc xiên gây ra. Tất cả điều này gây ra các vấn đề nhiễu đáng kể đối với các phương pháp tiếp cận truyền thống để theo dõi khớp dựa trên laser bên trong hình học khớp rãnh chữ V.

Hệ thống thị giác thời gian thực giám sát mối hàn, bao gồm cả việc mở chân răng.
Tầm nhìn cho Cobots hàn
Một số cơ sở lắp đặt cobot hàn ống nhất định ở đường chân trời gần sẽ hỗ trợ tầm nhìn nâng cao với các hệ thống dựa trên camera. Những điều này cho phép cobot thực hiện các điều chỉnh tự động trong quá trình root để hàn qua các chốt. Và sử dụng các khuôn khổ như trí tuệ nhân tạo (AI) và máy học, hệ thống thị giác hàn ống sẽ thực hiện theo dõi đường nối gốc, xem gốc và vượt qua các thách thức theo dõi đường nối gốc. Tính năng theo dõi đo khoảng cách giữa các ngón chân của góc xiên (phần trên của mặt đất) và có thể phát hiện các mũi khâu được áp dụng trong các thao tác kéo vải. Nó cũng phát hiện những thay đổi trong hình học góc xiên, độ mở gốc và những điểm không nhất quán tương tự. Nếu những thay đổi đó nằm trong một cửa sổ dung sai nhất định, hệ thống thị giác sẽ thực hiện các thay đổi quy trình hàn ngay lập tức.
Trước đây, những người vận hành cobots thường phải rất cảnh giác trong quá trình đi qua gốc, quan sát mối hàn và điều chỉnh ngay lập tức. Khi họ quan sát thấy những thay đổi về đặc tính hồ quang do hàn qua các mũi khâu hoặc thay đổi về độ mở của chân răng hoặc hình dạng góc xiên -Họ phải điều chỉnh cho phù hợp, giống như một thợ hàn ống thủ công cần làm.
Ví dụ, giống như một thợ hàn đường ống thủ công thực hiện một lần chạm gốc, người vận hành cobot quan sát mối hàn và tìm kiếm các dấu hiệu thổi thủng. Nếu anh ta thấy một thứ sắp xảy ra, anh ta đã kích hoạt chức năng lưu gốc trên mặt dây dạy và cobot sẽ thay đổi khoảng nửa tá các thông số hàn để ngăn chặn hiện tượng thổi qua xảy ra. Khi nguy cơ thổi qua đã qua, người vận hành ngắt chức năng lưu gốc trên điều khiển và tiếp tục hàn.
Tuy nhiên, hệ thống thị giác mới cho cobots hàn ống có thể không yêu cầu người vận hành cảnh giác như vậy. Một nhà điều hành sẽ không còn cần phải giám sát cobot quá chặt chẽ trong quá trình chuyển root quan trọng. Ví dụ, hệ thống thị giác sẽ có thể điều chỉnh các thông số mối hàn khi độ mở chân răng thay đổi.
Hệ thống thị giác có thể có một số ảnh hưởng đến các ứng dụng hàn ống cobot. Đầu tiên, họ sẽ cung cấp dữ liệu, nếu được thu thập và phân tích, có thể làm cho việc hàn ống cobot trở nên thông minh và dễ thích ứng hơn. Mỗi nhật ký mối hàn sẽ bao gồm điện áp, dòng điện, đầu vào nhiệt và các thông số mối hàn khác được sử dụng. Càng nhiều ứng dụng hàn ống cobot chia sẻ dữ liệu của chúng, thì các thuật toán sẽ càng tốt hơn và hệ thống tầm nhìn của cobot càng trở nên thông minh hơn.
Đây là lúc mà học máy sẽ ngày càng đóng vai trò quan trọng. Theo một nghĩa nào đó, các hệ thống cobot sẽ học giống như một thợ hàn ống con người học bằng cách xem xét rất nhiều mối hàn, phân tích những thay đổi trong đặc tính hồ quang và học cách điều chỉnh cho nhiều tình huống hơn bao giờ hết. Nhưng không giống như thợ hàn, một cobot sẽ học không chỉ từ mọi ứng dụng hàn phía trước nó, mà còn từ thông tin được chia sẻ bởi các ứng dụng hàn cobot khác. Tất cả điều này có thể dẫn đến giảm yêu cầu lao động, với một cobot hoàn thành mối hàn, từ gốc đến nắp mà không cần bất kỳ sự giám sát nào. Một người có thể vận hành và giám sát nhiều hơn một hệ thống hàn cobot, thậm chí có thể thực hiện việc chuẩn bị mối hàn khi một mối hàn cobot gần đó.
Một cách tiếp cận mới để tự động hóa
Một nhân viên vận hành tân binh có thể được đào tạo để vận hành cobot và đồng thời, học các nguyên tắc cơ bản về hàn ống. Kỹ thuật viên có thể nhìn vào màn hình để xem và theo dõi chính xác cách cobot đi xuống mối hàn sau khi mối hàn đi qua, từ gốc đến nắp. Họ có thể xem cách cobot điều chỉnh trong quá trình gốc, lưu ý các biến thể hình học khớp chung để tìm kiếm, quan sát các chuyển động dệt hoạt động đối với các đường hàn khác nhau và hơn thế nữa.
Người vận hành vẫn có thể thực hiện các điều chỉnh trong quá trình nếu họ thấy cần thiết. Ví dụ: họ có thể thực hiện một điều chỉnh cao-thấp rất nhỏ trong quá trình lấp đầy trôi qua. Hoặc họ có thể chọn thay đổi biên độ hoặc tần số dệt. Hệ thống tầm nhìn và theo dõi laser sẽ thực hiện những điều chỉnh này ngay lập tức, nhưng nếu người vận hành quan sát thấy vấn đề, anh ta có thể sửa chữa nó ngay lập tức.
Khả năng can thiệp bằng tay có thể rất quan trọng nếu, chẳng hạn, cobot nhận được một sự chuẩn bị mối hàn cẩu thả. Ví dụ, đối với nhiều ứng dụng, góc vát cho mối hàn phải là 37,5 độ. Nếu chuẩn bị vát là 35 độ, cobot vẫn có thể hoạt động trong các thông số đã đặt. Nếu góc xiên xa hơn bên ngoài cửa sổ dung sai, cobot vẫn có thể hoạt động, nhưng rất có thể nó sẽ cần đến sự can thiệp của người vận hành.
Theo truyền thống, tự động hóa yêu cầu các quy trình ngược dòng phải có một mức độ lặp lại nhất định. Nếu một nhà chế tạo không thể đạt được độ lặp lại như vậy, thì tự động hóa không phải là một lựa chọn. Tất nhiên, Cobots vẫn yêu cầu một số mức độ lặp lại và dung sai hợp lý, nhưng do các loại đầu vào mà người vận hành có thể thực hiện, cửa sổ dung sai có thể lớn hơn nhiều. Vì vậy, ngay cả khi một hoạt động hàn ống cần phải xử lý một vài đường ống bị hỏng ở đây và ở đó, cobot, với sự giúp đỡ của người vận hành, vẫn có thể đưa những đường ống đó qua sản xuất.

Máy hút hồ quang này hút hết khói và có bộ lọc cấp hàn, vì vậy người vận hành cobot không cần đội mũ bảo hiểm hàn.
Đây là một lý do mà theo nhiều tiêu chuẩn công nghiệp, hàn bằng cobot không được phân loại là hàn robot, nơi thiết bị được thiết lập và máy sẽ tiếp quản mà không cần phải có bất kỳ sự can thiệp nào của người vận hành trong quá trình. Tùy thuộc vào loại cobot chính xác được sử dụng và bản chất của ứng dụng, cobot có thể được phân loại là “hàn máy” hoặc “hàn cơ khí”.
Điều này có nghĩa là nếu một thao tác được hàn bằng tay sử dụng GMAW bán tự động, việc sử dụng cobot sẽ được coi là một thay đổi không cần thiết, vì vậy bạn có thể không phải yêu cầu các quy trình hàn, mặc dù bạn vẫn cần phải đủ điều kiện thợ hàn trong quy trình mới. (Lưu ý rằng các yêu cầu hàn khác nhau tùy thuộc vào công việc, mã, tài liệu hợp đồng và công nghệ hàn cụ thể được sử dụng — vì vậy, luôn luôn tham khảo tài liệu nguồn.)
Một nghề hàn ống mới
Ngày nay, một người điều hành cobot hàn ống thậm chí không cần đội mũ bảo hiểm hàn. Thay vào đó, một thiết bị thu hút khói cục bộ bao phủ mối hàn và người vận hành có thể xem mối hàn thông qua các bộ lọc được tích hợp vào phần cuối của bộ thu khói. Người vận hành cũng xem hành động hàn trên một màn hình liền kề cho thấy sự lắng đọng của mối hàn khi nó đang diễn ra — một bản ghi được thực hiện bởi một máy ảnh để lọc ra tất cả trừ các bước sóng ánh sáng quan trọng nhất, để kỹ thuật viên có thể thấy kim loại mối hàn đang được lắng đọng. Bản ghi video đó cũng có thể được lưu lại để hỗ trợ việc kiểm tra mối hàn tiếp theo.
Đây sẽ là vị trí hàn ở cấp độ trung bình hoặc thậm chí cấp độ đầu vào có thể thay thế nhu cầu hàn thủ công lặp đi lặp lại, nơi các thợ hàn ống dành hàng giờ để cố gắng duy trì một đường dệt ổn định cho mối hàn ống nằm ngang, vị trí cố định sau mối hàn ống ngang.
Người vận hành cobot có thể dành một phần thời gian trong ngày của họ và cuối cùng học cách thực hiện hàn ống theo cách thủ công — không chỉ ở vị trí cố định nằm ngang mà còn ở vị trí thẳng đứng và nghiêng. Họ cũng có thể dành thời gian quan sát cobot, xem màn hình và xem tác động của các thay đổi khác nhau đối với quá trình một cách chi tiết, như xác định các thông số của vòng cung, bao gồm hình nón của vòng cung và mức độ xuyên thấu mà vòng cung đạt được.
Cái nhìn rõ ràng về quy trình này sẽ giúp các thợ hàn học hỏi. Khi họ trở thành thợ hàn ống thủ công, họ nghĩ về chế độ xem hồ quang trên màn hình trong ô hàn cobot và sử dụng tài liệu tham khảo trực quan đó làm hướng dẫn. Khi trở nên thành thạo hơn, họ sẽ leo lên nấc thang sự nghiệp cho đến khi đạt đến địa vị bậc thầy, khi hàng ngày họ phải đối mặt với một thử thách hàn ống không đúng vị trí hoặc tương tự.
Nhiều kinh nghiệm hơn mang lại cho thợ hàn ống kỹ năng cao hơn, điều này làm cho họ trở nên đáng tin cậy và năng suất hơn. Và với việc hệ thống thị giác cung cấp dữ liệu cho đám mây, các phân tích dữ liệu phức tạp giúp cobot dễ thích nghi, đáng tin cậy và hiệu quả hơn theo thời gian. Mọi người học, tự động hóa học và hàn ống đạt đến mức năng suất mới.