
Tầm quan trọng của các vị trí tiêu cự trong cắt laser
Hiểu các quy tắc tập trung chùm tia laser là rất quan trọng để cung cấp các bộ phận cắt bằng laser chất lượng cao

Tất cả nghiên cứu đều khám phá ra sức mạnh tổng hợp của ánh sáng mặt trời và kính lúp. Khả năng tập trung năng lượng của mặt trời thông qua thấu kính phóng đại và đốt cháy thứ gì đó hoàn toàn mê hoặc họ.
Họ phát hiện ra rằng khi họ di chuyển thấu kính lên và xuống, điểm mà nó tạo ra sẽ thay đổi cả về kích thước và độ sáng. Đặt một điểm tập trung chặt chẽ trên một chiếc lá khô ngay lập tức khiến nó bốc cháy, nhưng khi kiểu cháy được mở rộng bằng cách mở rộng điểm tập trung, sẽ mất nhiều thời gian hơn để tạo ra hiệu ứng rõ rệt trên chiếc lá.
Những đứa trẻ có trí tò mò tiếp tục tìm hiểu thêm về mối quan hệ giữa thấu kính lúp và mặt trời. Khi ống kính phóng đại được di chuyển lên và xuống, điểm sáng giảm kích thước cho đến khi nó trở thành một điểm sáng nhỏ và sau đó tăng trở lại khi ống kính tiếp tục di chuyển—như thể tạo ra hình dạng đồng hồ cát trong không gian ba chiều. Trẻ em học được rằng trừ khi chúng giữ ống kính ở một góc chính xác vuông góc với góc của mặt trời, chúng sẽ khó thành công trong quá trình đốt cháy. Bài học rút ra: Duy trì kích thước đốm nhỏ nhất ở góc chính xác là cách đốt cháy lá hiệu quả nhất.
Đối với nhiều trẻ em, đây là bài học đầu tiên về “tập trung”. Đối với tác giả này, đó là chất xúc tác cho sự nghiệp kéo dài 20 năm làm việc với các hệ thống cắt laser công suất cao.
Tập trung chùm tia laser
Mỗi nhà chế tạo có thể có ý kiến của mình về yếu tố quan trọng nhất trong quá trình cắt laser là gì. Bạn có nghĩ rằng nó đang duy trì kích thước điểm nhỏ nhất và hướng thấu kính vuông góc với trục của chùm tia laser không? Nếu bạn trả lời có, thì bạn đã đúng một phần, nhưng cần xem xét nhiều yếu tố khác liên quan đến các đặc tính và ứng dụng cắt của chùm tia laser. Việc duy trì các vị trí lấy nét bên trong vật liệu là rất quan trọng đối với khả năng lặp lại của các thông số cắt bằng laser và để tạo ra chất lượng cạnh nhất quán.
Ví dụ, khi xử lý các vật liệu dày (xem Hình 1 ), thực tế là cần phải tạo ra một mô hình đốt cháy lớn hơn để tạo ra một kênh rộng hơn, cần thiết để hỗ trợ một khối lượng vật liệu nóng chảy lớn hơn phải được loại bỏ trong quá trình cắt. Để tạo kiểu cháy mở rộng này, bạn tập trung chùm tia ở trên hoặc dưới bề mặt vật liệu tùy thuộc vào khí hỗ trợ. Do đó, tập trung vào một điểm nhỏ trên bề mặt thường là một cách tiếp cận ít thành công hơn đối với vật liệu dày hơn.
Tuy nhiên, đối với vật liệu mỏng hơn (xem Hình 2 ), một điểm nhỏ hội tụ trên bề mặt vật liệu hiệu quả hơn nhiều so với điểm lớn hơn vì có ít vật liệu hơn và do đó, không cần kênh rộng hơn.
Một yếu tố rất quan trọng cần xem xét khi cắt laser là việc sử dụng khí hỗ trợ, chẳng hạn như oxy, nitơ hoặc khí nén. Mỗi loại khí có các đặc tính cụ thể liên quan đến việc tăng tốc quá trình đốt cháy, làm bay hơi vật liệu nóng chảy hoặc cả hai.
Trong cắt laser, khí hỗ trợ hỗ trợ hai phản ứng cụ thể: tỏa nhiệt hoặc thu nhiệt. Quy tắc tập trung thay đổi theo loại phản ứng và khí được sử dụng.
Tập trung cho các phản ứng tỏa nhiệt
Các phản ứng tỏa nhiệt được tạo ra bằng cách sử dụng một loại khí có đặc tính gia tốc, chẳng hạn như oxy. Trong loại phản ứng này, năng lượng cực mạnh của chùm tia laser làm bốc hơi hay theo nghĩa đen là nóng chảy vật liệu bị cắt khi oxy phản ứng mạnh với vật liệu nóng chảy ở trạng thái lỏng. Trong quá trình cắt áp suất cao, có hỗ trợ oxy, vật liệu cơ bản được đưa đến nhiệt độ cực cao đến mức quá trình chuyển đổi vật liệu thành hơi nhiệt gần như hoàn tất.
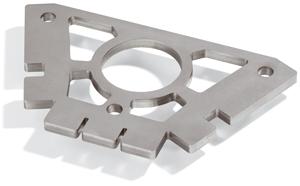
Hình 1 Để cắt vật liệu dày, cần có mô hình đốt cháy lớn hơn để tạo ra một kênh rộng để đẩy vật liệu nóng chảy ra ngoài trong quá trình cắt laser.
Các quy tắc lấy nét để hỗ trợ các phản ứng tỏa nhiệt yêu cầu các vị trí lấy nét phải ở trên bề mặt đối với vật liệu dày hoặc ngay trên bề mặt trên cùng đối với vật liệu mỏng hơn.
Khi tiêu điểm ở phía trên vật liệu, bạn thường sử dụng áp suất thấp và thể tích thấp để giúp hóa lỏng rồi đẩy vật liệu nóng chảy ra ngoài (khoảng 6 đến 8 pound trên inch vuông ở 40 feet khối mỗi giờ). Trên thực tế, rất ít vật liệu bị hóa hơi vì một lượng nhỏ oxy không thể hỗ trợ quá trình hóa hơi hoàn toàn. Khi tiêu điểm được định vị ngay trên bề mặt vật liệu, bạn thường sử dụng áp suất cao và âm lượng lớn (khoảng 60 PSI ở 80 CFH). Điều này là đủ để hỗ trợ quá trình bay hơi mạnh mẽ của vật liệu.
Đó là lý do tại sao khi bạn kiểm tra hầu hết các bàn cắt nơi vật liệu mỏng hơn được cắt chủ yếu, bạn sẽ thấy rất ít vật liệu tích tụ trên các giá đỡ của bàn. Ngược lại, các bàn cắt được sử dụng để xử lý các vật liệu dày hơn sẽ có khối lượng vật liệu tích tụ trên các giá đỡ của chúng lớn hơn nhiều.
Tập trung cho các phản ứng thu nhiệt
Mặt khác, các phản ứng thu nhiệt được tạo ra khi bạn sử dụng khí có đặc tính trơ hoặc không phản ứng. Nitơ và argon thuộc loại này.
Trong loại phản ứng này, khí chỉ hỗ trợ quá trình sơ tán vật liệu nóng chảy qua rãnh cắt. Quá trình thu nhiệt phụ thuộc nhiều vào năng lượng thô của chùm tia laser hội tụ để nhanh chóng đưa kim loại cơ bản về trạng thái nóng chảy và tạo rãnh cắt thích hợp. Điều này cho phép khí trơ đẩy vật liệu hóa lỏng qua kênh cắt, để lại bề mặt cắt sạch sẽ không có xỉ bám dính.
Các quy tắc lấy nét để hỗ trợ các phản ứng thu nhiệt yêu cầu các vị trí lấy nét phải ở hoặc ngay bên dưới, đáy của vật liệu. Việc duy trì tiêu điểm bên dưới vật liệu tạo ra một hình chữ V nhỏ trong kênh cắt, cho phép khí áp suất cao nén vật liệu nóng chảy qua kênh cắt với tốc độ cao và đẩy nó ra khỏi đế của kênh.
Các phản ứng thu nhiệt đòi hỏi thể tích lớn và áp suất cao để hỗ trợ quá trình thoát nhanh vật liệu nóng chảy. Thể tích điển hình có thể bắt đầu từ 350 CFH đối với vật liệu mỏng và đạt hơn 3.000 CFH đối với vật liệu dày hơn. Áp suất có thể bắt đầu ở mức 140 PSI đối với vật liệu mỏng và tăng lên hơn 300 PSI đối với vật liệu dày hơn.
Sử dụng khí nén làm khí hỗ trợ thực sự tạo ra cả phản ứng thu nhiệt và tỏa nhiệt cùng một lúc. Tuy nhiên, do thể tích không khí có thành phần chủ yếu là nitơ (khoảng 78 phần trăm), nó chủ yếu là phản ứng thu nhiệt, với một lượng nhỏ ôxy (khoảng 20 phần trăm) tạo ra phản ứng tỏa nhiệt đồng thời nhưng nhỏ hơn. Điều này dẫn đến sự nóng chảy của vật liệu cơ bản nhanh hơn do đặc tính phản ứng của oxy. Sự cân bằng của không khí về cơ bản là trơ về thành phần và chỉ bổ sung vào phản ứng thu nhiệt do nitơ tạo ra.
Cắt khí nén có kết quả tốt nhất khi vị trí trọng tâm được duy trì ở tâm của độ dày vật liệu.
Hiệu ứng tia thô
Giống như cường độ của mặt trời ảnh hưởng đến khả năng hội tụ và tạo ra kích thước điểm hiệu quả của kính lúp, thì chùm tia laser thô cũng ảnh hưởng đến mức độ bạn có thể hội tụ năng lượng của nó và kích thước của điểm hội tụ tạo ra. Đây là quy tắc chung: Đường kính chùm tia thô càng lớn thì đường kính eo tiêu điểm thu được càng lớn và tiêu điểm chiếu ra khỏi thấu kính càng xa.
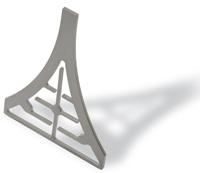
Hình 2 Để cắt vật liệu mỏng, một điểm nhỏ tập trung vào vật liệu bề mặt là đủ vì không cần thiết phải có rãnh rộng.
Một cách khác để thay đổi kích thước điểm một cách hiệu quả là sử dụng thấu kính có tiêu cự hiệu dụng (EFL) khác. Điều này không chỉ tạo ra kích thước điểm khác nhau mà còn tạo ra độ sâu tiêu điểm (DOF) khác nhau, như minh họa trong Hình 3 . Hãy nhớ rằng DOF không chỉ là nơi chùm tia nhỏ nhất (eo tiêu cự), mà còn bao gồm một phạm vi ngay trước và sau kích thước điểm nhỏ nhất.
Để làm ví dụ về việc thay đổi kích thước điểm và DOF, hãy xem xét chùm tia laser CO 2 có bước sóng 10.600 nm, đường kính chùm tia thô 20 mm và M 2 trên 2. Nếu chúng ta truyền chùm tia này qua một đường kính 3,75 inch ( 95,25-mm), đường kính ở eo tiêu cự sẽ vào khoảng 128 micron (0,128 mm). Bây giờ, nếu chúng ta thay thế 5-in. (127-mm), sử dụng cùng chùm tia thô 20-mm, đường kính ở eo tiêu cự sẽ là 170 micrômét (0,170 mm). Đồng thời, sẽ xảy ra thay đổi về độ sâu tiêu cự giữa hai ống kính. 3,75 inch. ống kính sẽ có DOF xấp xỉ 1,2 mm, so với DOF là 2,16 mm đối với ống kính 5 inch. thấu kính (xem Hình 4 ).
Tuy nhiên, một sự cân nhắc khác có thể làm thay đổi hình chiếu tiêu điểm của chùm tia là sự thay đổi mặt sóng của chùm tia trước khi nó đập vào thấu kính. Mặt sóng của chùm tia thô có thể được mô tả là hội tụ, song song hoặc phân kỳ. Trong trường hợp mặt sóng hội tụ, về cơ bản chùm tia sẽ nhỏ dần khi nó di chuyển. Khi mặt sóng hội tụ này đập vào thấu kính, hình chiếu tiêu điểm thu được sẽ ngắn hơn so với hình chiếu của mặt sóng song song do hình chiếu đường kính chùm tia nhỏ hơn ở đỉnh thấu kính. Ngược lại, việc hội tụ một mặt sóng phân kỳ dẫn đến hình chiếu tiêu điểm dài hơn so với hình chiếu của mặt sóng song song do đường kính chùm tia lớn hơn chiếu vào bề mặt trên cùng của thấu kính (xem Hình 5).
Ứng dụng trong thế giới thực
Điều quan trọng là phải kiểm soát mọi khía cạnh liên quan đến việc duy trì các phép chiếu điểm lấy nét thích hợp. Bạn phải đảm bảo rằng chùm tia thô tại bộ cộng hưởng quang học ở tình trạng tốt và chùm tia đó được truyền đúng cách tới thấu kính. Sử dụng thấu kính tiêu cự thích hợp có thể thay đổi tốc độ nấu chảy vật liệu và độ dày có thể được xử lý. Một thấu kính tiêu cự ngắn, chẳng hạn như 3,75 inch. EFL, hiệu quả nhất với độ dày tối đa là 12 thước đo hoặc 0,104 inch. A 5 inch. thấu kính hiệu quả nhất với độ dày tối đa là 0,250 inch. Đối với vật liệu dày hơn, hãy sử dụng thấu kính 7,5 inch. ống kính lên tối đa 1,25 inch và 10 inch. thấu kính tối đa là 1,312 in. để đạt hiệu quả cắt cao nhất.
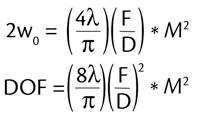
Hình 4 Đối với những người quan tâm đến các phương trình được sử dụng để xác định đường kính vòng eo chùm tia và độ sâu của tiêu điểm, có thể sử dụng các phương trình này và phím sau: 2wo = 2x bán kính vòng eo chùm tia lambda (λ) = bước sóng (nm) F = tiêu cự tính bằng mm D = đường kính của dầm thô tính bằng mm M2 = hệ số lan truyền của dầm.
Một phương pháp tiết kiệm thời gian thực sự là sử dụng EFL cho phép bạn bao quát phần lớn công việc sản xuất hàng ngày của mình mà không cần phải thay ống kính khác. Việc sử dụng màn hình 7,5 inch. Phần lớn, ống kính sẽ cho phép bạn đạt được tất cả các mục tiêu liên quan đến việc duy trì tiêu cự thích hợp, từ 16 ga. đến 1 in. độ dày, trong suốt quá trình sản xuất của một ngày.
Như đã đề cập trước đây, việc chọn khí hỗ trợ có liên quan nhiều đến cách xác định vị trí tiêu cự của bạn trong vật liệu. Cắt laser có hỗ trợ oxy (tỏa nhiệt) sẽ yêu cầu các vị trí lấy nét chỉ vào bề mặt hoặc bên trên bề mặt vật liệu. Cần rất ít thay đổi tiêu cự trừ khi bạn đang thay đổi từ cắt áp suất cao sang áp suất thấp vì tiêu điểm luôn ở trên hoặc gần bề mặt vật liệu và do đó không bị ảnh hưởng bởi những thay đổi về độ dày vật liệu. Mặt khác, cắt laser có hỗ trợ nitơ (thu nhiệt) phụ thuộc rất nhiều vào tiêu điểm dựa trên độ dày vật liệu được xử lý vì tiêu điểm nằm ở hoặc gần đáy của vật liệu.
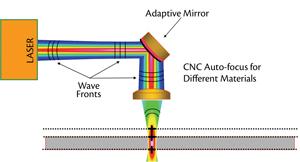
Hình 5 Gương thích ứng và mặt sóng tương ứng được sử dụng để tạo ra các vị trí tiêu điểm khác nhau.
Trong cả hai trường hợp, tất cả các tiêu điểm cơ bản đều có thể được đáp ứng bằng cách sử dụng thiết bị lấy nét tự động CNC, chẳng hạn như gương thích ứng (xem Hình 5 ).
Gương thích ứng hoạt động bằng cách thay đổi hình dạng bề mặt của gương thông qua tác dụng của áp lực lên mặt sau của gương. Ở trạng thái bình thường, không có áp suất tác dụng, bề mặt của gương thích nghi là lõm. Khi áp suất tác dụng lên gương, bề mặt thay đổi từ lõm sang phẳng rồi lồi lên. Việc thay đổi hình dạng của gương sẽ làm thay đổi mặt sóng của chùm tia và do đó làm thay đổi kích thước của chùm tia trên thấu kính và vị trí tiêu cự được chiếu vào trong vật liệu.
Một lợi ích chính khác của lấy nét tự động là khả năng tự động thay đổi vị trí tiêu cự trong quá trình xuyên, cho phép năng lượng đầu vào tối đa trong độ dày vật liệu và giảm tổng thời gian xuyên.
Những tiến bộ trong công nghệ cắt laser giúp cải thiện thông lượng và năng suất vẫn tiếp tục cho đến ngày nay. Tuy nhiên, điều vẫn rất quan trọng là phân phối chùm tia thô tới thấu kính và duy trì các vị trí tiêu điểm thích hợp, dựa trên ứng dụng.
Nếu vị trí tiêu cự thích hợp và hình dạng chiếu được duy trì trong vật liệu được xử lý, phần còn lại của các yêu cầu cần thiết để tạo ra vết cắt nhất quán, chất lượng cao sẽ được giảm thiểu. Điều này giúp tiết kiệm thời gian thiết lập trong khi vẫn duy trì năng suất và thông lượng ổn định.