
Tạo hình áp suất cao titan cấp hàng không

Quy trình HPWF mới được sử dụng để tạo thành phần không gian vũ trụ này từ Ti6Al4V ở 520 độ F (270 độ C) và ở 20.000 PSI (1.400 bar).
Dữ liệu thị trường cho thấy sự tăng trưởng đáng kể của việc sử dụng titan trong các máy bay mới. Khối lượng dự kiến sẽ tăng gấp ba lần trong khoảng thời gian 5 năm (xem Thanh bên của Quỹ đạo mở rộng Titan cho Tăng trưởng Hàng không Vũ trụ Toàn cầu).
Cần có một cách mới, nhanh hơn và hiệu quả hơn để tạo ra titan cấp hàng không vũ trụ.
Titanium
Có lý do chính đáng cho việc sử dụng titan trong sản xuất máy bay ngày càng tăng. Hợp kim titan có trọng lượng nhẹ, có khả năng chống ăn mòn đặc biệt và có thể chịu được nhiệt độ khắc nghiệt. Tuy nhiên, chi phí nguyên liệu thô cao và các phương pháp tạo hình hiện tại đã hạn chế việc sử dụng thương mại hợp kim titan trong các ứng dụng chuyên biệt hẹp trong máy bay, tàu vũ trụ, tuabin, thiết bị y tế và các thành phần chịu lực cao khác.
Titan cấp 1 đến cấp 4, còn được gọi là tinh khiết thương mại, có thể tạo hình ở nhiệt độ phòng. Tuy nhiên, lớp 5, titan / 6 phần trăm nhôm / 4 phần trăm vanadi (Ti6Al4V), là lớp hiện được ưa chuộng hơn trong các thiết kế máy bay. Hiện tại, Ti6Al4V yêu cầu các phương pháp chế tạo như phay hoặc quy trình tạo hình nóng, được tiến hành ở nhiệt độ từ 1.300 đến 1.650 độ F (700 đến 900 độ C).
Hạn chế vốn có của mỗi phương pháp này là chi phí cao. Tỷ lệ phế phẩm cao (50 đến 70%) trong quá trình xay xát, kết hợp với giá titan cao, đã hạn chế nghiêm trọng việc sử dụng rộng rãi nó. Tương tự, quá trình tạo hình nóng có thể tốn nhiều thời gian và yêu cầu dụng cụ đắt tiền. Do đó, việc áp dụng titan của ngành hàng không vũ trụ chậm hơn so với dự đoán ban đầu, khiến các nhà sản xuất không nhận ra đầy đủ lợi ích của nó.
Sự hình thành ấm áp cao của Ti6Al4V
Một công nghệ mới được giới thiệu, tạo hình ấm áp suất cao (HPWF), đã được phát triển để tạo thành tấm titan cấp hàng không vũ trụ ở nhiệt độ thấp hơn tạo hình nóng, dập nóng và tạo hình siêu dẻo.
Công nghệ ép tế bào chất lỏng áp suất cao đã được sử dụng thương mại để chế tạo các bộ phận hàng không vũ trụ trong nhiều thập kỷ trên toàn cầu. Những tiến bộ về khả năng chịu áp lực, kết hợp với thiết kế công cụ hiện đại, đã cho phép ngành công nghiệp khung máy bay bắt kịp với nhu cầu gia tăng bằng cách sử dụng quy trình tạo hình nguội này. Áp suất tăng lên cung cấp khả năng tạo thành các bộ phận thành hình dạng cuối cùng của chúng, loại bỏ cả sự phụ thuộc vào việc chỉnh tay và nhu cầu xử lý nhiệt trung gian.
Để phù hợp với sự cải tiến liên tục, quy trình tế bào chất lỏng áp suất cao hiện đã tiến bộ hơn nữa bằng cách áp dụng quy trình áp suất cao ở nhiệt độ cao. Sự kết hợp giữa áp suất cao và nhiệt này làm tăng tốc độ tạo hình, giảm chi phí và nâng cao độ chính xác của quá trình tạo hình Ti6Al4V.
Cách tiếp cận mới này giới thiệu một hệ thống gia nhiệt cảm ứng để làm ấm trống và dụng cụ được đặt ở khoảng 520 độ F (270 độ C) ngay trước khi đưa vào máy ép. Nhiệt độ HPWF yêu cầu thấp hơn đáng kể so với phạm vi cần thiết cho quá trình tạo hình nóng. Hoạt động ở áp suất 20.000 pound / inch vuông (PSI) hoặc 140 megapascal (MPa), máy ép tế bào chất lỏng được trang bị các tính năng đo lường, điều khiển và truy xuất nguồn gốc để đáp ứng các thông số quan trọng đối với quy trình HPWF.
Khả năng lặp lại HPWF
Phân tích của bên thứ ba về các bộ phận được sản xuất bằng quy trình HPWF chỉ ra rằng các thông số tạo hình nằm trong dung sai yêu cầu.
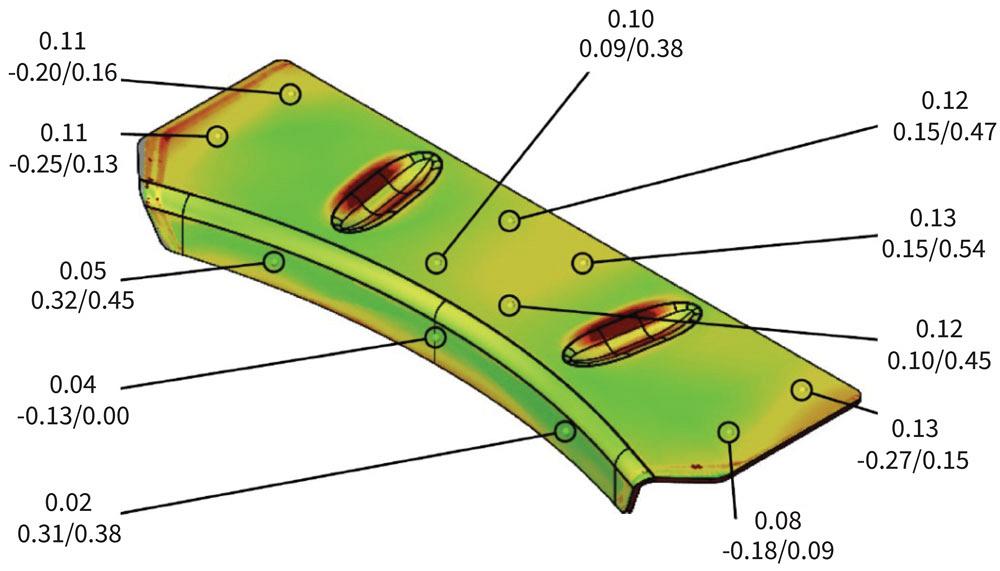
Hình 1 Phân tích độ hồi lưu của các bộ phận được tạo thành trong Ti6Al4V, t = 2,0 mm, cho thấy sự giảm xuống theo HPWF.
Các nghiên cứu được hoàn thành bởi Trung tâm Nghiên cứu Hình thành Nâng cao (AFRC) tại Đại học Strathclyde ở Glasgow, Scotland, vào cuối năm 2017 và đầu năm 2018 xác nhận rằng các bộ phận đã trải qua HPWF có độ lệch hồi xuân sau định dạng nhỏ hơn 0,5 mm (xem Hình 1). Cần lưu ý rằng tính linh hoạt của quy trình cho phép kiểm soát độ đàn hồi trong thiết kế khuôn, do đó việc bù đắp cho độ đàn hồi vật liệu có thể được đưa vào quy trình. Điều này làm cho các bộ phận có hình dạng cuối cùng là kết quả trực tiếp. Mức độ đàn hồi nhất quán liên quan đến hình dạng bộ phận, độ dày vật liệu và các thông số quy trình được tuân theo. Mức áp suất được sử dụng dường như có tác động quan trọng.
Nhiệt độ thấp hơn có khả năng thực hiện tiết kiệm chi phí
Quy trình HPWF có thể mang lại một số lợi ích giảm chi phí.
Khí bảo vệ có thể bị loại bỏ trong quy trình HPWF vì yêu cầu nhiệt độ tương đối thấp. Đối với hợp kim titan tiếp xúc với nhiệt độ trên 800 độ F (425 độ C), hợp kim này thường bị oxy hóa và tạo thành một lớp cứng, giòn được làm giàu bằng oxy, được gọi là trường hợp alpha. Để ngăn chặn việc tạo ra vỏ alpha cứng và giòn, quá trình chế tạo tạo hình nóng và siêu dẻo đòi hỏi môi trường xử lý không có oxy để ngăn chặn việc tiếp nhận oxy hoặc nitơ. Vì HPWF hoạt động dưới giới hạn nhiệt độ của trường hợp alpha nên quy trình không cần khí bảo vệ.
Thời gian cần thiết để làm sạch bộ phận sau HPWF cũng có thể được giảm xuống. Nhu cầu bảo dưỡng dụng cụ và khuôn cũng giảm do không có lớp phủ trên phôi titan ở nhiệt độ quá trình tương đối thấp.
Cuối cùng, tiêu thụ năng lượng được giảm đáng kể so với các phương pháp tạo hình nóng truyền thống.
Hạn chế của năng lực tạo hình nóng hiện tại
Thông thường, thời gian xử lý tạo hình nóng hiện tại được tính bằng giờ. Thời gian dài cần thiết để hoàn thành quá trình tạo hình nóng hạn chế đáng kể năng lực chế tạo. Ngược lại, quy trình HPWF có thể sản xuất các bộ phận chỉ trong vài phút.
Hơn nữa, công nghệ ép tế bào chất lỏng, với màng cao su linh hoạt, cho phép chế tạo một số bộ phận trong cùng một thao tác tạo hình, giảm bước tạo hình trên mỗi bộ phận xuống còn vài giây. Những hiệu quả này mang lại cho hệ thống HPWF khả năng lý thuyết để sản xuất 140.000 bộ phận mỗi năm trong một hoạt động hai ca.
Gia đình một phần điển hình
HPWF đã được phát hiện có hiệu quả trong việc chế tạo các bộ phận cong kép, tương đối nông, làm cho nó rất phù hợp với một số bộ phận khung máy bay và động cơ phản lực điển hình (xem Hình 2).
Cách thức hoạt động của quá trình tạo ấm áp suất cao
Trước khi các nhà sản xuất có thể hiểu cách thức hoạt động của HPWF, điều quan trọng là họ phải biết công nghệ ép tế bào chất lỏng áp suất cao hoạt động như thế nào.
Các bộ phận kim loại tấm phức tạp được tạo thành trên một nửa dụng cụ xác định hình dạng duy nhất, tương tự như khuôn đáy (xem Hình 3). Một màng cao su dẻo thay thế nửa khuôn trên. Áp suất thủy lực cao được áp dụng cho màng ngăn từ phía trên.
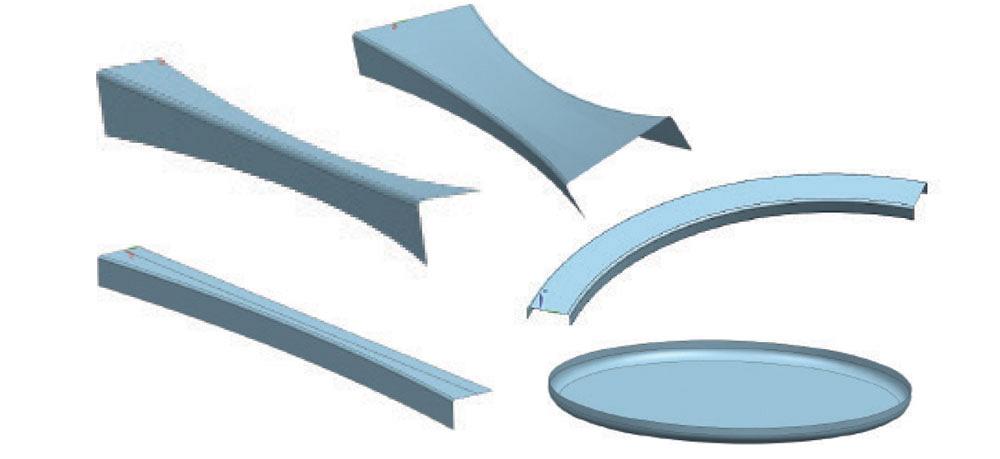
Hình 2 Quy trình HPWF rất thích hợp để tạo thành các hình dạng nông như khung hình chữ C có cả mặt bích kéo căng và co rút; góc với cả hai mặt bích cong; các góc uốn cong đơn nhỏ; các bộ phận xoắn hoặc không đều; và các tấm có mặt bích, hình tròn hoặc hình dạng bất thường.
Màng cao su dẻo tạo thành các bộ phận không bị trầy xước với hình dạng phức tạp, bao gồm cả các đường cắt, với các độ dày tấm khác nhau trên mọi chất liệu. Áp suất tạo hình đồng đều cao và cực cao đảm bảo các bộ phận chất lượng cao với dung sai gần trực tiếp từ máy ép. Chi phí công cụ thấp và thời gian thực hiện ngắn làm cho công nghệ này trở nên lý tưởng để sản xuất số lượng ít các bộ phận kim loại tấm cho một loạt các ứng dụng.
Khi kết hợp với gia nhiệt, quá trình này giờ đây cũng khả thi đối với Ti6Al4V.
Công nghệ ép tế bào chất lỏng cho phép một số bộ phận được tạo hình trong cùng một hoạt động định hình. Màng cao su hoạt động như một khuôn trên linh hoạt, trên đó áp suất chất lỏng thủy lực được áp dụng.
Quy trình HPWF
Quá trình HPWF tương tự như quá trình dập nóng ở chỗ nó được thực hiện theo từng giai đoạn và quá trình tạo hình được thực hiện khi nhiệt độ kim loại được nâng cao để làm giảm độ đàn hồi (xem Hình 4).
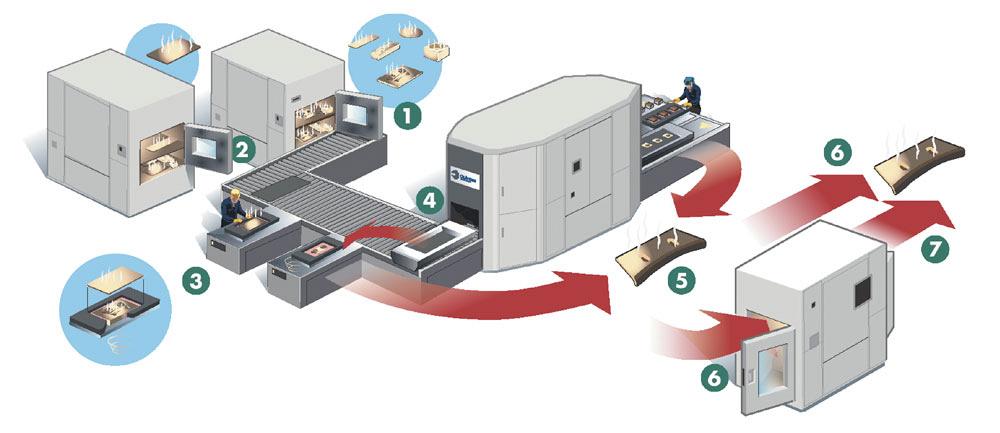
Hình 4 Quá trình HPWF tương tự như quá trình dập nóng ngoại trừ nhiệt độ thấp hơn nhiều và áp suất chất lỏng được sử dụng.
- Các công cụ có thể được làm nóng trước để tối đa hóa năng suất của hệ thống.
- Các khoảng trống cũng có thể được làm nóng trước.
- Mẫu trắng được trộn với dụng cụ tạo hình và gia nhiệt cảm ứng được áp dụng, điều chỉnh đến nhiệt độ quy trình cần thiết. Hệ thống có thể xử lý nhiều hơn một công cụ tạo hình trong mỗi thao tác tạo hình.
- Được gắn với nhau thành một bộ, phôi và dụng cụ tạo hình được tự động vận chuyển vào máy ép, tiếp xúc với quy trình áp suất cao, và sau đó được đưa trở lại trạm dỡ hàng. Các thông số của quá trình được giám sát và theo dõi cẩn thận. Thông thường, một trong hai khay định hình, đưa vào và ra từ mỗi bên của máy ép, được trang bị hai trạm nạp / dỡ hàng trống và một phần. Khay đóng băng khác có thể được sử dụng để tạo hình lạnh truyền thống hoặc để tăng công suất hệ thống.
- Sau khi tạo hình và làm nguội, các bộ phận đã sẵn sàng để lắp ráp.
- Ngoài ra, nếu được yêu cầu, các bộ phận đã sẵn sàng để xử lý nhiệt lần cuối.
- Ngoài ra, nếu cần hiệu chuẩn định hình nóng, có thể thực hiện tại đây.
Tăng trưởng hàng không vũ trụ toàn cầu thúc đẩy quỹ đạo mở rộng titan
Các nhà sản xuất máy bay lớn dự đoán rằng nhu cầu về hơn 30.000 máy bay chở khách và chở hàng mới sẽ xuất hiện trong vòng 20 năm tới. Dự báo này không chỉ được thúc đẩy bởi lưu lượng giao thông tăng đều đặn mà còn bởi nhu cầu thay thế đội xe hiện có bằng các mẫu xe tiết kiệm nhiên liệu hơn để có tác động môi trường nhẹ hơn.
Việc đáp ứng các mục tiêu về hiệu suất tiêu thụ nhiên liệu mới và giảm yêu cầu sản xuất động cơ hiệu quả hơn và cải thiện tính khí động học. Giảm trọng lượng là yếu tố then chốt dẫn đến thành công của tiến trình này, khơi mào cho nhiệm vụ tìm kiếm các vật liệu nhẹ hơn đã qua sử dụng trước đây và các thiết kế mới. Do đó, các vật liệu composite mới đang ra đời để thách thức sự lựa chọn truyền thống của nhôm cho thiết kế và xây dựng khung máy bay. Việc chuyển đổi sang vật liệu tổng hợp sẽ có tác động đáng kể đến vai trò của titan với trọng lượng nhẹ, độ bền lớn và khả năng chống ăn mòn khiến nó trở thành một giải pháp thay thế hấp dẫn cho hợp kim nhôm.
Sự ưa chuộng ngày càng tăng đối với titan trong lĩnh vực hàng không vũ trụ đã được ghi nhận rõ ràng. Năm 2015, ngành công nghiệp này chiếm từ 45 đến 60% lượng tiêu thụ titan toàn cầu. So với mức giá trước đây, chiếc Boeing 787 được đưa vào sử dụng năm 2009, sử dụng lượng titan nhiều hơn 5,3 lần so với chiếc Boeing 767, được đưa vào sử dụng 27 năm trước đó. Máy bay Airbus 350, đi vào hoạt động trong năm nay, sử dụng nhiều hơn 4,5 lần so với A330, bay lần đầu tiên vào năm 1992.
Sự khác biệt thể hiện sự gia tăng từ khoảng 15 tấn titan trong các máy bay cũ lên 100 tấn titan trong các thiết kế máy bay mới.